
Coastal sites eat hardware fast. A “stainless” label is not enough when salt fog turns screws into rust and seals into leaks.
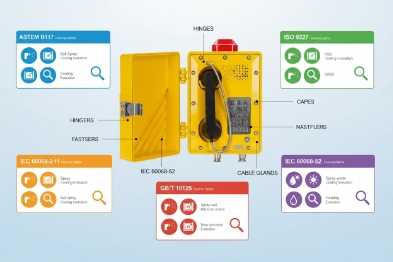
Salt spray standards like ASTM B117, ISO 9227, IEC 60068-2-11/-52, and GB/T 10125 help prove corrosion resistance for explosion-proof telephones, but hours alone do not prove durability. Real value comes from clear pass/fail criteria, correct materials, and post-test IP66/67 checks.

Salt spray testing: how to read a report like a buyer
Salt fog is a screening test, not a lifetime guarantee
Salt spray tests are accelerated. They are good at comparing coatings and metals, but they do not perfectly match offshore reality. A phone can pass 720 hours and still fail in a port if the design traps salt water at cable entries. A phone can also “fail” a harsh test and still work well if the test was not matched to the real exposure.
A useful test plan matches the environment:
-
Ports and offshore: constant wetting, salt mist, UV, and wind
-
Refineries near sea: salt plus chemicals and washdown
-
Marine terminals: salt plus vibration and cable movement
Standards are only the starting line
The standards define how to create a salt environment. They do not always define what is acceptable for your product. The acceptance criteria must be written in the purchase spec and in the test report. Without that, two vendors can run the same hours and still claim different results.
What a “good” report pack looks like
A vendor report pack should include:
-
standard name and test method (NSS/AASS/CASS or cyclic)
-
hours and cycle details
-
sample prep details (coating thickness, cure, surface cleaning)
-
photos before and after
-
pass/fail criteria tied to a grading method
-
post-test function check and ingress check
| Item to check | What to look for in the report | Why it matters |
|---|---|---|
| Standard and method | ASTM B117 1 or ISO 9227 NSS/AASS/CASS or IEC cyclic | Methods are not equal in severity |
| Hours and cycles | 240/480/720/1000 with clear intervals | Prevents “hours without meaning” |
| Sample build | 316L vs coated aluminum, thickness ≥80 μm | Results depend on build quality |
| Failure grading | Rust grade, blistering, adhesion score | Makes “pass” measurable |
| Critical parts | glands, fasteners, hinges, nameplates | Real failures start at joints |
| After-tests | IP66 2/67 revalidation and functional call test | Proves the phone still seals and works |
Salt fog test results become valuable only when design and installation protect the same weak points the test exposes.
The next sections break down which standards matter, how many hours to specify, what materials work best, and how to preserve results after installation.
Which corrosion tests are relevant—ASTM B117, ISO 9227 (NSS/AASS/CASS), IEC 60068-2-11/-52, and GB/T 10125 for marine sites?
Salt fog testing can be “easy hours” or “hard hours.” A buyer needs the right method, or the test becomes a checkbox.
ASTM B117 is the common neutral salt spray baseline. ISO 9227 offers NSS, AASS, and CASS options to match different corrosion mechanisms. IEC 60068-2-11 is another salt mist method, while IEC 60068-2-52 adds cyclic salt mist that often matches marine reality better. GB/T 10125 aligns closely with ISO 9227 for many Chinese projects.
How to choose the standard without overcomplicating it
A simple decision model works:
-
Use ASTM B117 or ISO 9227 NSS when you need a widely understood baseline for coated parts and stainless parts.
-
Use ISO 9227 AASS when you want an acetic acid environment that is harsher for certain coatings and plating systems.
-
Use ISO 9227 CASS when you need an even more aggressive copper-accelerated test, often used for decorative or plated systems.
-
Use IEC 60068-2-52 when you want cyclic exposure that includes wet/dry phases. This often exposes crevice corrosion 3 and seal failures better than constant fog.
Why cyclic tests matter for explosion-proof telephones
Explosion-proof telephones are full assemblies. They have:
-
joints, hinges, and cover interfaces
-
cable glands and sealing faces
-
vents and membranes
-
fasteners with mixed metals
Constant NSS fog is good at spotting weak coatings. Cyclic tests are better at revealing real-world failure paths like salt crystallization, drying, re-wetting, and crevice corrosion near glands.
How GB/T 10125 fits
Many marine projects in China reference GB/T 10125 because it is widely used and aligns with ISO 9227 style methods. For global tenders, it helps to accept GB/T 10125 results when the method and severity are clearly stated (NSS/AASS/CASS and hours).
| Test method | Main use | Severity feel | Best for Ex phone parts |
|---|---|---|---|
| ASTM B117 (NSS) | Baseline salt fog screening | Medium | powder coat, stainless checks, fasteners |
| ISO 9227 4 NSS | Global baseline equivalent | Medium | enclosure, brackets, gland bodies |
| ISO 9227 AASS | Acidified salt fog | Higher | plated parts, some coatings, mixed metals |
| ISO 9227 CASS | Copper-accelerated acid fog | High | harsh screening of plated finishes |
| IEC 60068-2-11 | Salt mist method | Medium | component-level screening |
| IEC 60068-2-52 | Cyclic salt mist | Medium to high | full assembly realism, seals, joints |
| GB/T 10125 | ISO-style salt fog | Medium to high | projects using China standards |
A strong purchase spec names both the method and the acceptance criteria. Without the acceptance criteria, the standard name does not protect you.
How many hours prove durability—240h, 480h, 720h, or 1000h—and what pass/fail criteria cover blistering, rust grade, and adhesion?
Salt spray hours look simple, but they are easy to misuse. A long hour count can still hide the real failure if the test ignores joints and fasteners.
240–480 hours can screen basic coating quality, 720 hours is a common marine target for industrial equipment, and 1000 hours is used for high-exposure sites or for added margin. Pass/fail should include visible corrosion limits, blistering limits, creepage from scribe, and adhesion checks, plus post-test functional and sealing verification.

Hours: what they really do
-
240h: catches obvious coating issues, thin films, and poor surface prep.
-
480h: gives more confidence for general outdoor industrial use.
-
720h: common for marine terminals and coastal refineries as a stronger screening level.
-
1000h: adds margin and helps compare premium systems, but it can also over-penalize designs that are perfectly fine in the field if the test setup is unrealistic.
Hours alone are not the metric that matters. The failure grading matters more.
Pass/fail criteria: make it measurable
A good acceptance plan includes:
-
Rust grade on painted surfaces and on bare metal edges
-
Blistering size and density limits
-
Creepage from a scribe if the sample is intentionally cut to test underfilm corrosion
-
Adhesion after exposure, not only before exposure
-
Fastener condition: rust bleed, seizure, and torque retention
-
Functional checks: handset cord, keypad, and audio after exposure
-
Ingress check: IP66/67 revalidation when the phone is a sealed assembly
Adhesion can be checked by a cross-hatch method or a pull-off method depending on the coating system and customer requirement. The key is consistency and documented scoring.
What to include in the test sample set
Marine failures often start at small parts. The sample set should include:
-
complete phone assembly with glands installed
-
mounting bracket and external fasteners
-
nameplate and label films
-
vent membranes if used
| Target hours | Good for | Minimum acceptance focus | Common hidden failure |
|---|---|---|---|
| 240h | Basic screening | no red rust on major surfaces | fasteners corrode first |
| 480h | Outdoor industrial | limited blistering and stable adhesion | coating creepage at edges |
| 720h | Marine coastal | stable joints, no rust bleed at seams | crevice corrosion near glands |
| 1000h | High exposure margin | strong seam and fastener performance | over-test without realistic assembly |
A buyer gets better results by writing “720h with defined rust/blister/adhesion limits plus IP66/67 revalidation” than by writing “1000h” with no grading.
Which materials and coatings resist salt fog—316L or duplex steel, marine powder coat ≥80 μm, UV-stable gaskets, and stainless hardware?
Coatings fail for simple reasons: thin film, bad prep, and weak edge coverage. Metals fail for simple reasons too: wrong grade and galvanic pairing.
316L stainless is a strong baseline for marine corrosion resistance, and duplex steels can add strength and corrosion performance in some cases. Marine powder coat systems around ≥80 μm with good surface prep can perform very well, especially on aluminum or steel bodies. UV-stable gaskets and true stainless hardware are not optional, because salt attacks the small parts first.

316L vs duplex: what to consider
316L 5 is common because it balances corrosion resistance, cost, and fabrication ease. Duplex grades can add higher strength and good corrosion performance, but the real benefit depends on:
-
welding quality
-
surface finish
-
crevice design
-
and how fasteners and glands are paired
For explosion-proof telephones, enclosure geometry and sealing design can matter more than the base metal choice.
Marine powder coat: thickness is not the whole story
A ≥80 μm target is a practical baseline, but it must be backed by:
-
correct pretreatment (conversion coating or equivalent)
-
clean blasting or surface conditioning
-
full cure process control
-
edge coverage control on corners and holes
A thick coat on a dirty surface fails fast. A thinner coat on a well-prepped surface can outlast it.
Gaskets and seals: the quiet corrosion drivers
Gaskets sit at the joint where salt wants to stay. A good gasket choice must resist:
-
UV
-
ozone
-
temperature swings
-
cleaning chemicals
-
compression set over years
UV-stable seals also protect IP performance after years of sun and salt.
Hardware and galvanic detail: where real field corrosion starts
Most “rust complaints” are not about the main housing. They are about:
-
screws, washers, hinge pins
-
bracket bolts
-
gland locknuts
-
exposed springs and small metal inserts
A good design uses stainless hardware and avoids mixed-metal couples that drive galvanic corrosion. Anti-seize and correct torque also matter to prevent thread seizure.
| Component | Best practice material/coating | Why it holds up |
|---|---|---|
| Main enclosure | 316L or coated corrosion-grade alloy | resists surface attack and staining |
| Brackets | 316L or hot-dip + topcoat system | carries load without rust bleed |
| Powder coat | marine-grade system ≥80 μm with strong pretreatment | protects base metal and edges |
| Fasteners | stainless with anti-galling approach | prevents rust and seizure |
| Gaskets | UV-stable 6 elastomer with low compression set | keeps IP seal over time |
| Nameplates | corrosion-resistant plate + stable adhesive | avoids peeling and underfilm rust |
The best corrosion result is always a package: metal, coating, gasket, hardware, and assembly discipline.
How do design and installation preserve results—marine glands, PTFE vents, sealed entries, periodic rinsing, and post-test IP66/67 revalidation?
A phone can pass salt fog in the lab and still fail after installation. The reason is usually the cable entry and the maintenance habits.
To preserve salt-spray performance, use marine-grade cable glands matched to the cable, keep entries sealed and torqued, use PTFE vents only when correctly placed and protected, and plan periodic fresh-water rinsing in high-salt zones. After corrosion testing, the best practice is to revalidate IP66/IP67 on the assembled unit, because real failures start at seals and interfaces.

Design choices that reduce salt traps
Salt fog becomes worst when it dries and crystallizes in joints. Good design reduces traps:
-
sloped surfaces that shed water
-
minimal horizontal ledges
-
protected gland orientation
-
sealed fastener interfaces where possible
PTFE 7 vents can help pressure equalization and reduce condensation, but vents must be rated for outdoor use and protected from direct washdown jets if the site has washdown.
Glands: the most important installation detail
For marine sites, glands should be:
-
corrosion resistant
-
correctly sized for the cable OD
-
correctly selected for armored vs unarmored cables
-
installed with correct seals and torque
A perfect enclosure is useless if the gland leaks or corrodes. Many projects also prefer glands and accessories that match the enclosure metal to reduce galvanic pairing.
Bonding helps ESD and surge paths, but it also affects corrosion because poor bonds can lead to stray currents and bad contact surfaces. A simple rule helps:
-
use a clean bonding surface
-
use correct washers and torque
-
protect the bond from salt buildup
Maintenance habits that extend life
In ports and offshore areas, periodic rinsing with fresh water can remove salt deposits before they become corrosive. This is simple and cheap. It should be included in the site maintenance plan along with:
-
visual checks of gland tightness
-
fastener condition checks
-
seal condition checks
-
functional call checks
Revalidation: prove the phone still seals after corrosion exposure
For a sealed Ex phone, post-test checks should include:
-
IP66 water jet check and/or IP67 immersion check (as required by the spec)
-
functional call and audio test
-
relay and input function test if used
-
visual inspection of seams and gasket compression
| Risk area | Design or install control | Proof method |
|---|---|---|
| Cable entry leaks | marine gland selection + correct torque | post-install inspection + IP recheck |
| Crevice corrosion | reduce ledges and gaps, clean joints | photos + grading after test |
| Vent failure | PTFE vent protection and placement | leak check + breathing test if used |
| Fastener seizure | stainless hardware + anti-galling practice | torque check during maintenance |
| Long-term salt buildup | periodic fresh-water rinse | maintenance log and inspection |
A salt spray test is only the first half. The second half is keeping the same sealing and material conditions in the field.
Conclusion
Use the right salt fog standard and method, set measurable pass/fail criteria, choose 316L/coatings and stable seals, then protect glands and seams in installation and revalidate IP after testing.
-
A standard practice for operating salt spray (fog) apparatus to test corrosion resistance. ↩
-
Ingress Protection rating indicating an enclosure is dust-tight (6) and protected against powerful water jets (6). ↩
-
A form of localized corrosion occurring in confined spaces to which the access of the working fluid from the environment is limited. ↩
-
An international standard for corrosion tests in artificial atmospheres, specifically salt spray tests. ↩
-
A low-carbon version of 316 stainless steel, offering better resistance to intergranular corrosion. ↩
-
Material degradation caused by exposure to ultraviolet radiation, requiring stabilization for outdoor use. ↩
-
Polytetrafluoroethylene, a synthetic fluoropolymer often used in vents to allow air passage while repelling water. ↩








