
Downtime in a concentrator is expensive, but lost communication during an incident is worse. One wrong Ex or IP choice can turn a “rugged phone” into scrap fast.
Yes—explosion-proof SIP telephones can be a strong fit for mineral processing plants, but only when the dust-zone rating, dust group, Tmax, IP level, glands, and bonding are matched to the real crusher/mill environment.

What “suitable” means in a mineral plant, in plain terms
Separate the hazards into two buckets: ignition risk and survival risk
A mineral processing plant can punish equipment in two different ways.
Ignition risk is about dust clouds, dust layers, and sometimes vapors. This is where the Ex rating matters (Zone 21/22, Ex t, Db/Dc, dust group, Tmax).
Survival risk is about slurry spray, washdown hoses, chloride corrosion, vibration, and abrasion from fines. This is where enclosure materials, IP rating, sealing design, and mounting matter.
Many projects focus on only one bucket. That is why phones pass a paper review and then fail in three months.
The fastest selection workflow that avoids rework
A simple workflow works well for crushers, mills, and flotation areas:
1) Confirm whether the dust is actually combustible and how the area is zoned.
2) Lock the Ex marking for dust (and gas too if chemicals or hydrogen are part of the site).
3) Lock the environmental package: IP level, corrosion resistance, impact resistance, and abrasion protection.
4) Lock cable entry rules: certified glands, sealing, and bonding.
5) Prove integration in FAT 1: SIP registration, paging, alarms, and any PLC/PA interface.
A “paper spec” table that procurement teams can use
| Topic | What to state on the spec | Why it matters in mineral plants |
|---|---|---|
| Dust zoning | Zone 21/22 by area | drives Db vs Dc selection |
| Dust group | IIIA / IIIB / IIIC | drives minimum dust ingress protection |
| Dust temperature | Ex tb/tc with Tmax | prevents hot surface ignition |
| Water ingress | IP66 2/IP67 as needed | survives washdown and spray |
| Corrosion | 316L 3 or coated alloy | survives chlorides and reagents |
| Cable entry | certified dust glands + bonding | keeps Ex and IP valid |
| Integration | SIP PBX + paging + alarms | proves the phone is useful, not only compliant |
A mineral site often has mixed conditions. A phone near a crusher might be “dry, dusty, vibrating.” A phone near flotation might be “wet, chemical, salty.” So one “standard model” rarely fits all locations.
From here, the key decision is dust-zone rating for the real plant areas.
Which dust-zone ratings apply to crushers, mills, and flotation halls?
Dust-zone misunderstandings are common in mines. Some plants assume “ore dust is not explosive.” Some plants assume “all dust is Zone 21.” Both shortcuts can cause compliance gaps.
Crushers, screens, transfer chutes, and dry milling areas often drive Zone 21 close to release points, with Zone 22 around the perimeter. Flotation halls are usually wetter, but dust zones can still exist at concentrate handling, reagent storage, and dry product transfer.

Start with one uncomfortable truth: not all mineral dust is combustible
Many minerals (silica, many ores) are not combustible. But mineral processing sites can also contain:
-
coal or carbonaceous material
-
sulfur dust
-
fine metal dust (and reactive powders)
-
polymer and rubber dust from conveyor systems and liners
-
reagent powders and additives
So zoning should follow the site’s dust hazard assessment, not a generic assumption.
A practical “typical tendency” map (not a substitute for area classification)
This table is a useful starting point for engineering conversations. It is not a legal classification.
| Plant area | Typical dust release style | Typical zoning tendency | What drives it |
|---|---|---|---|
| Primary crusher house | intermittent clouds at dumps/chutes | Zone 21 near openings, Zone 22 nearby | drop height + ventilation + housekeeping |
| Screens and conveyors | frequent releases at transfer points | Zone 21 at transfer points, Zone 22 along routes | belt speed + enclosure quality |
| Dry mill feed / reclaim | frequent dust from bins and feeders | Zone 21 near feeders, Zone 22 around | leakage + maintenance access |
| Baghouse / dust collector | continuous internal dust | Zone 20 inside equipment, Zone 21 at discharge | internal concentration and layers |
| Mill building (wet grinding) | mostly wet, less dust | often no dust zone, or Zone 22 local | dry spillage points only |
| Flotation hall | wet process, aerosols | often no dust zone locally | dust risk shifts to chemical vapors |
| Concentrate thickener/filter | mixed wet and dry | Zone 22 near dry discharge | cake breakage and transfer |
| Drying, packaging, loadout | high dust potential | Zone 21 near equipment, Zone 22 around | dry, fine product clouds |
Match “Db/Dc” to the zone
For dust:
-
Db is used where dust clouds are likely in normal operation (often Zone 21).
-
Dc is used where dust clouds are unlikely and short-lived (often Zone 22).
When a phone might be mounted on the boundary, the safe approach is to rate to the more demanding zone. That usually means selecting a Db phone where uncertainty exists.
Do not ignore dust layers
A thick dust layer can burn, smolder, and become a secondary explosion hazard if it gets lifted. On mineral sites, dust layers build up on cable trays and beam ledges. A phone with the right Ex marking still needs installation rules that reduce dust accumulation around hot surfaces and joints.
A short site walk before finalizing the bill of materials saves money. A few photos of transfer points, cleaning methods, and washdown habits tell the whole story.
Next, even if the Ex selection is correct, the phone must survive slurry spray and abrasion. That is where IP and materials decide whether the phone becomes a long-life asset.
Will IP66/IP67, anti-corrosion 316L housings survive slurry, spray, and abrasion?
Many sites buy a phone that is “explosion-proof” and assume it is also “mine-proof.” That assumption breaks fast near crushers and hose-down areas.
IP66/IP67 and a 316L housing can work very well, but survival depends on sealing design, mounting position, window protection, and how the cable entry is built. Abrasion is often the hidden killer, not corrosion.

IP rating: pick the water performance that matches cleaning habits
-
IP66 handles strong water jets. This fits most washdown hoses when installers avoid directly blasting joints and entry points at close range.
-
IP67 adds short-term immersion protection. This helps when phones are mounted low or where puddles form during heavy washdown.
For dusty zones, dust ingress protection is equally important. In practice, a phone that is truly dust-tight plus washdown-safe needs careful gasket compression and a stable cable gland.
316L: good corrosion control, not a magic shield
316L stainless resists many chloride-driven corrosion mechanisms better than basic stainless grades. It is often the safest default for:
-
coastal mines
-
salt-bearing process water
-
reagent splash zones
-
areas with acidic cleaning chemicals
Still, 316L can suffer in certain aggressive chemical mixtures, and it can be scratched and then attacked under deposits. That is why surface finish, drainage paths, and cleaning chemicals must be considered.
Abrasion and impact: where mines are brutal
Ore fines and sand can act like a sandblaster. Over time this can:
-
haze viewing windows
-
wear keypad legends
-
attack handset cradles and hook switches
-
grind sealing surfaces if dust enters a joint
So a “mine-ready” phone package should add:
-
recessed or protected window design
-
replaceable protective covers where possible
-
thick gaskets and stable fasteners
-
strong mounting brackets that do not flex
A survival design checklist
| Threat | What fails first | What to specify |
|---|---|---|
| Slurry splash | cable entry and gasket edges | IP66/67 + correct glands + drip loop |
| Hose washdown | joint compression relaxes | robust gasket design + torque control |
| Abrasive dust | window and keypad | protected window + industrial keypad |
| Vibration | fasteners loosen | thread-lock strategy + inspection plan |
| Corrosion | screws and brackets | 316L hardware + isolating washers where needed |
A short story from the field is easy to remember: one site placed phones at shoulder height near a transfer chute. They stayed clean and lasted. Another site placed phones waist-high, where slurry spray was constant. The phones became maintenance items. Mounting height and direction matter.
Once the phone survives, it must also connect into the plant’s communication and safety ecosystem. Mineral plants usually want PBX calling, paging, and sometimes contact outputs for alarms.
Can phones connect to IP PBX, PAGA horns, and conveyor E-stop loops?
A phone is not useful if it cannot reach dispatch, cannot page a hall, or cannot trigger an alarm workflow.
Yes—explosion-proof SIP telephones can register to an IP PBX and can participate in paging and PA workflows. Integration with PAGA horns is usually done through SIP paging, multicast, or a paging gateway. Conveyor E-stop loops should remain a dedicated safety circuit, but phones can monitor E-stop status or trigger calls through auxiliary contacts.

PBX integration is the easy part
Most SIP phones integrate with:
-
hosted SIP servers (if the network policy allows it)
-
dispatch or call recording servers
The key is to lock:
-
codec policy (G.711 is the universal fallback)
-
VLAN/QoS policy
-
redundancy (secondary registrar, DNS SRV, or SBC failover if required)
PAGA and horns: plan the “audio path” early
There are three common patterns:
1) SIP paging call to a PAGA controller
The phone initiates a paging call. The controller drives amplifiers and horns.
2) Multicast paging stream
A paging server sends multicast. Phones or speakers subscribe. This is bandwidth-efficient but depends on IGMP and VLAN design.
3) Gateway between SIP and analog/relay paging
Useful on older sites with legacy paging amplifiers.
The phone itself is not always the paging “speaker.” In high-noise zones, a horn loudspeaker or beacon is the right output device, and the phone is the trigger.
Conveyor E-stop: keep safety integrity clean
Emergency stop loops are usually designed to meet functional safety requirements. A telephone should not be inserted into that loop as a control element unless the whole system is engineered and certified for that function.
A safer pattern is:
-
The E-stop loop stays independent.
-
The phone uses a monitored input or dry-contact interface to detect an E-stop event.
-
The phone triggers an automatic SIP call to dispatch or sends an alert to SCADA 5.
-
Maintenance teams still treat the E-stop as a safety device, not a telecom feature.
A clean integration table for engineering
| Integration need | Best pattern | Why it is safe and scalable |
|---|---|---|
| Dispatch calling | SIP register to PBX | simple, proven, easy to test |
| Zone paging | SIP paging or multicast | matches plant paging architecture |
| Horn output | PAGA 6 controller or Ex horn | correct sound pressure and coverage |
| Beacon/strobe | phone relay output to Ex beacon | clear visual alarm, local power control |
| E-stop awareness | monitor-only contact input | keeps safety loop independent |
During FAT, these items should be tested with real call flows: normal call, emergency call, paging, and alert trigger. That is where small firmware limitations show up.
Finally, even a perfect phone fails compliance if the cable entry and bonding are done poorly. In dust plants, glands and bonding are the most common “audit findings.”
What dust-tight glands and bonding practices ensure compliance?
In mineral plants, installers often focus on mechanical mounting and forget the Ex/IP integrity of the cable entry. That is where dust and moisture enter.
Use certified dust cable glands that match the phone’s dust protection concept and dust group, maintain the required dust ingress protection at the entry, and bond the enclosure properly for equipotential grounding and EMI control.
Pick glands to match the Ex marking, not only the thread size
For dust protection by enclosure (Ex t), the gland must maintain the enclosure’s dust ingress protection and be suitable for the dust group in use.
A practical way to write the requirement is:
- “Cable glands and blanking plugs shall be certified for the same atmosphere (dust) and suitable for the dust group, with ingress protection not less than the equipment requirement.”
If the phone is dual-rated for gas and dust, the gland must match both sides of the marking where applicable.
Dust group drives minimum dust ingress protection expectations
This is a simple, useful rule of thumb for projects:
-
IIIC (conductive dust) is the most demanding. Treat IP6X as the safe baseline.
-
IIIB (non-conductive dust) is demanding too. Many designs still use IP6X in practice.
-
IIIA (flyings) can sometimes allow a lower dust ingress rating by level, but mining plants still benefit from dust-tight designs.
When teams try to “save cost” with a low-grade gland, the saving disappears quickly in maintenance work and compliance issues.
Bonding: two goals, one method
Bonding in this context has two goals:
1) Safety bonding (equipotential bonding and earth continuity)
2) EMI bonding (shield termination and noise control)
A simple method supports both:
-
Bond the enclosure to the site bonding network using the provided earth point.
-
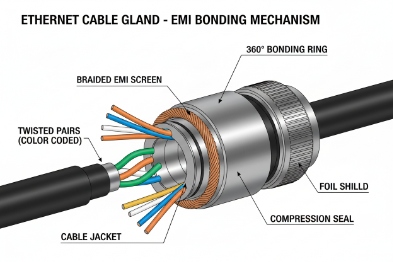
For shielded Ethernet, terminate the cable screen with a short, wide, 360° connection at the entry, then keep continuity to the RJ45 shield where designed.
-
Avoid long drain-wire “pigtails” when high-frequency noise is a concern.
Installation discipline that auditors like
Auditors typically look for evidence that:
-
glands are certified and correctly installed
-
unused entries are sealed with certified blanking plugs
-
bonding is present and tested
-
the nameplate data matches the installation zone and dust group
-
maintenance inspection includes checking gaskets and cable entries
A field checklist that prevents most nonconformities
| Item | What to check onsite | Why it matters |
|---|---|---|
| Correct gland type | matches Ex concept and dust group | preserves certification assumptions |
| IP at entry | seals compressed and intact | prevents dust ingress |
| Blanking plugs | certified and tightened | closes unused entries properly |
| Earth continuity | measured and recorded | supports equipotential bonding |
| Shield termination | 360° where required | reduces EMI 7 and link drops |
| Post-washdown check | no water in entry chamber | proves real-world robustness |
If the plant has frequent washdown, it is smart to include a periodic inspection task that checks gland tightness and gasket condition. Mines vibrate. Fasteners loosen. That reality should be part of the maintenance plan.
Conclusion
Explosion-proof SIP telephones can fit mineral processing plants well when dust zoning, Ex t marking, IP and materials, integration paths, and certified glands/bonding are engineered as one complete package.
Footnotes
-
Factory Acceptance Test: A series of tests performed on equipment at the factory to verify that it meets specifications before shipment. ↩
-
Ingress Protection rating indicating the enclosure is dust-tight (6) and protected against powerful water jets (6). ↩
-
A low-carbon grade of stainless steel highly resistant to corrosion, commonly used in industrial and marine environments. ↩
-
Private Branch Exchange: A private telephone network used within a company or organization. ↩
-
Supervisory Control and Data Acquisition: A control system architecture for high-level process supervisory management. ↩
-
Public Address/General Alarm: A system used to broadcast voice messages and alarm tones in industrial settings. ↩
-
Electromagnetic Interference: Disturbance generated by an external source that affects an electrical circuit by electromagnetic induction, electrostatic coupling, or conduction. ↩








