
Downtime in a concentrator is expensive, but lost communication during an incident is worse. One wrong Ex or IP choice can turn a “rugged phone” into scrap fast.
Yes—explosion-proof SIP telephones can be a strong fit for mineral processing plants, but only when the dust-zone rating, dust group, Tmax, IP level, glands, and bonding are matched to the real crusher/mill environment.

What makes cement plants tricky for Ex SIP phones?
Cement dust is harsh, but it is not always an Ex dust hazard
In many cement plants, the most visible dust (clinker and cement powder) is highly abrasive and strongly alkaline, so it destroys seals, keypad legends, and metal finishes. But “dust everywhere” does not automatically mean “combustible dust zone.” Zone 21/22 (IEC/ATEX) or Class II (NEC/CEC) only apply when the dust can form an explosive atmosphere under the right conditions.
In real projects, the combustible-dust risk in cement plants often comes from coal/petcoke milling and conveying, some alternative fuels, and certain additive powders. Packing halls can also create dense clouds, so the key task is to confirm whether that dust is combustible and how the area is classified.
Heat and vibration near kilns are the silent killers
Even if the Ex marking is correct, phones fail when they are mounted too close to:
-
kiln hoods and clinker coolers (radiant heat)
-
large fans and vibrating structures (fastener loosening)
-
water spray and washdown points (gasket fatigue)
The safest approach is to treat kiln proximity as a thermal design problem first. In one project, a “perfect” phone lasted months only after moving it 8–10 meters away and adding a sunshade-style heat shield. The phone did not change. The mounting strategy changed.
Choose the phone like a system integrator, not like a catalog buyer
A cement-plant phone should be evaluated as:
-
Ex suitability (only if required by zoning)
-
survivability (IP/IK/materials)
-
communications (SIP, VLAN/QoS, redundancy)
-
interfaces (paging, beacons, monitored inputs)
-
installation discipline (glands, bonding, routing)
| Decision item | What to lock early | Why it prevents rework |
|---|---|---|
| Area classification | Zone 21/22 or not; Class II or not | avoids over/under-spec |
| Temperature limits | Ta range + surface limits | avoids derating near kiln |
| Enclosure package | IP66 1/67 + IK10 2 + corrosion strategy | reduces failures and maintenance |
| Cable entry | certified glands + sealing method | preserves IP/Ex integrity |
| Network design | VLAN/QoS + fiber near hot zones | keeps voice stable and safe |
A cement plant can absolutely benefit from SIP emergency phones, but the success comes from matching the exact location hazards, not from choosing the highest rating on paper.
Next, the topic that drives everything: the correct dust-zone or Class II selection for clinker, kiln, and packing areas.
If the site classification is wrong, everything else becomes an argument during audit.
Which Zone 21/22 or Class II ratings fit clinker, kiln, and packing dust?
Dust clouds look dramatic, so teams often default to “Zone 21 everywhere.” That over-spec can waste budget and still miss the real combustible-dust sources.
Zone 21/22 (or Class II) applies only where the dust is combustible and the area classification confirms it; many clinker/kiln areas have nuisance dust and heat, while coal/petcoke and some packing/additive points are more likely to drive combustible-dust zoning.

Start with the plant’s actual combustible dust sources
A practical way to map risk is to list where a combustible dust cloud can occur in normal or abnormal operation. In many cement sites, the most common combustible-dust candidates are:
-
coal mill building, coal conveying, and coal dust collectors
-
petcoke handling systems
-
alternative fuel prep areas (site-dependent)
-
some additive powders (site-dependent)
Clinker and cement dust are aggressive and respirable, but often not classified as combustible dust 3. Still, the plant should rely on its formal hazard assessment, not assumptions.
Typical zoning tendency (guide only, not a legal classification)
| Area | Common dust behavior | Typical rating tendency | Notes |
|---|---|---|---|
| Kiln hood/cooler area | hot, turbulent, mixed dust | often not Zone 21/22 for dust | heat dominates equipment choice |
| Clinker conveyors | intermittent dust at transfer points | sometimes Zone 22 local | depends on enclosure and housekeeping |
| Cement mills | high dust, sometimes additives | Zone 22 near leakage points | confirm combustibility of dust |
| Packing hall (bagging) | frequent dense clouds | often Zone 22; sometimes Zone 21 near fills | depends on dust explosibility data |
| Coal/petcoke mill | fine combustible dust | Zone 21 likely near release points | often the key Ex dust area |
| Dust collectors | internal dust clouds | Zone 20 inside; Zone 21 around discharge | internal equipment is different scope |
Match the equipment protection level to the zone
For IEC/ATEX style dust protection:
-
Db is commonly aligned with Zone 21 use
-
Dc is commonly aligned with Zone 22 use
A robust approach is to place Db phones where the classification is clearly Zone 21 or where uncertainty and operational changes could raise risk.
For NEC/CEC environments, the equivalent thinking is “Class II” when dust is combustible, then the Division and Group based on frequency and dust type. The important rule is consistent: choose the rating based on documented classification, not by visual dust alone.
Marking elements that must match the site
When a dust rating is required, the nameplate must show the dust protection concept and dust group and surface temperature limit. A procurement checklist should confirm:
-
Ex t protection type (for dust by enclosure)
-
dust group (IIIA/IIIB/IIIC as applicable)
-
Tmax (maximum surface temperature) or dust temperature marking
-
Ta range (because heat near kilns can break the certified limits)
A small personal placeholder story fits here: a site once zoned a packing line as “low risk,” then added a new additive powder later. The phone was still “industrial,” but the area classification changed. The most reliable strategy was choosing a dust-rated unit where future process changes were likely.
Now that the rating logic is clear, the next concern is survival: IP66/IP67 and IK10 are great on paper, but cement plants add heat, vibration, and alkaline dust that attack seals.
Do IP66/IP67, IK10 enclosures endure heat, vibration, and alkaline dust?
Many failures are not electronics failures. They are gasket failures, window haze, fastener loosening, and corrosion under dust layers.
Yes—IP66/IP67 and IK10 are strong starting points, but long life depends on heat placement, gasket compression stability, abrasion protection, and the right material strategy against alkaline dust and washdown.

Heat management: Ta is as important as IP
Near kilns and clinker coolers, ambient temperature and radiant heat can exceed what many phones were certified for. The practical steps are:
-
verify the phone’s Ta range matches the real local ambient
-
avoid mounting in direct radiant paths from hot ducting
-
add a heat shield or sunshade plate where needed
-
move the phone a few meters if the thermal hotspot is unavoidable
A phone can be IP67 and still fail if the internal temperature rises beyond design limits.
Alkaline dust plus water creates a chemical attack
Cement dust becomes more aggressive when wet. It can creep into threads and joints and then harden. That creates:
-
stuck fasteners during maintenance
-
abrasion at gasket edges
-
corrosion at dissimilar metal contact points
Material selection should focus on the full assembly: enclosure, screws, brackets, and cable entry hardware.
316L is helpful, but design details still matter
316L 4 stainless is a strong default for corrosive environments, especially where chlorides or chemical splash exist. In cement plants, it helps most where:
-
washdown is frequent
-
coastal air is present
-
reagent splash zones exist (site-dependent)
Still, abrasive dust can erode surface finishes. A protective coating strategy on brackets and exposed parts can extend life.
Vibration: prevent loosening, not only breakage
IK10 protects against impacts, but vibration loosens fasteners and shifts seals. Good practice includes:
-
locking hardware strategy (proper washers, thread-lock methods approved for the assembly)
-
periodic inspection checks on bracket bolts and gland tightness
-
mounting on a stable structure, not on vibrating guards
| Threat | What fails first | What to specify |
|---|---|---|
| Hot zones | internal overheating | verified Ta + heat shielding |
| Hose washdown | gasket fatigue | IP66/67 + robust gasket design |
| Abrasive dust | window/keypad wear | protected window + rugged keypad |
| Vibration | fastener loosening | locking method + inspection plan |
| Alkaline slurry | entry corrosion | 316L/compatible metals + sealed glands |
In practice, the best “cement plant phone” is often a standard Ex SIP phone plus a location-specific mounting kit: heat shield near kiln, protective hood near conveyors, and a cleaning-friendly cable entry position.
Once the hardware survives, the phone must be useful: it should connect to the IP PBX, plant paging, and operational alarm workflows without interfering with safety interlocks.
Can devices integrate with IP PBX, PAGA, and kiln interlocks?
If the phone cannot reach dispatch or trigger plant-wide alerts, it becomes a compliance checkbox instead of an operational tool.
Yes—SIP phones integrate well with IP PBX systems and can participate in paging and PAGA workflows through SIP paging, multicast, or gateways. Kiln interlocks should remain safety-controlled, but phones can monitor status or trigger notification events without becoming part of the safety loop.
IP PBX integration: keep it simple and robust
A cement plant PBX design should lock:
-
codec policy (G.711 as universal fallback; compress only on constrained links)
-
VLAN/QoS policy for voice stability
-
redundancy (secondary server or SBC strategy if needed)
For noisy areas, add:
-
high-output ringer and strobe/beacon support
-
headset support where PPE rules require it
-
auto-dial emergency keys mapped to dispatch and control rooms
PAGA integration: choose the audio path
Most cement plants already have horns and PA zones. Phones can integrate in three common ways:
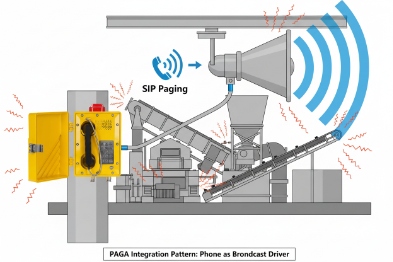
1) SIP paging to a PAGA controller (phone triggers a paging call)
2) Multicast paging (paging server sends multicast; endpoints subscribe)
3) SIP-to-PA gateway (bridges VoIP paging to analog amplifier inputs)
For kiln and preheater towers, horns often make more sense than relying on phone speakers, because ambient noise can exceed safe listening thresholds.
Kiln interlocks and E-stops: keep the safety boundary clean
Interlocks and E-stops are safety functions. A phone should not be inserted into that control path unless the entire design is engineered for that safety function.
A safer integration pattern is:
-
phone monitors a dry contact or status output (alarm/event)
-
phone auto-calls a defined group or sends a SIP message to dispatch
-
PAGA 5 system announces a predefined message through certified equipment
This provides fast notification without changing the safety integrity of kiln controls.
| Need | Best pattern | Why it works in cement plants |
|---|---|---|
| Emergency calling | SIP to PBX/dispatch | fastest and simplest |
| Area paging | SIP paging or multicast | scales across large sites |
| Horn activation | PAGA controller or gateway | correct SPL and coverage |
| Alarm notification | phone I/O triggers call/message | avoids safety loop interference |
| Maintenance workflow | hotline keys + ring group | reduces downtime |
A small personal placeholder story: one plant used “phones only” for alerts near the kiln and learned the hard way that operators could not hear them. The fix was not a new phone. The fix was adding horns and using the phone as the trigger.
The final factor is installation near kilns: routing, earthing, and temperature management can make or break both compliance and reliability.
What cable routing and earthing withstand high temperatures near kilns?
Heat near kilns can cook cable jackets, dry out seals, and cause network drops that look like a SIP issue.
Use heat-aware cable routing, fiber where practical, certified glands that maintain dust-tight integrity, and robust equipotential bonding. Keep electronics out of thermal hotspots and treat earthing as both safety bonding and EMI control.

Routing: distance and shielding beat “tough cable” alone
Best practice near kilns and coolers:
-
route cables away from radiant hot surfaces and hot air exhaust paths
-
use steel conduit or protected tray where mechanical damage is likely
-
avoid running Ethernet parallel to high-power VFD 6 outputs and motor feeders
-
if the route must be long or hot, use fiber with a media converter in a cooler cabinet
Fiber is often the most reliable solution in high EMI and high temperature corridors. It also helps lightning and surge resilience on long outdoor runs.
Keep PoE and electronics in cooler zones
If PoE 7 powers the phone, consider:
-
placing the PoE switch or injector in a temperature-controlled cabinet
-
limiting copper run length and thermal exposure
-
adding surge protection at building/cabinet entry on exposed runs
High temperatures increase cable loss and can reduce PoE margin, so “it works at night” can become “it fails at noon.”
Earthing and bonding: one network, not random grounds
A cement plant should have an equipotential bonding system. The phone enclosure should be bonded to it using the provided earth point.
For shielded Ethernet:
-
terminate the shield with a short, wide bond at the enclosure entry (360° is best)
-
ensure continuity to patch panels and cabinet bonding
-
avoid long pigtails that add impedance and reduce shielding value
Glands and entries: preserve dust-tight and washdown performance
In dusty cement environments, the cable entry is the first inspection point. A strong installation standard includes:
-
certified glands suitable for the site dust rating (when required)
-
correct sealing for the cable outer diameter
-
certified blanking plugs for unused entries
-
a drip loop and entry orientation that avoids water pooling
| Installation risk | What to do | What to verify |
|---|---|---|
| High heat | route away + add heat shields | Ta at phone location stays within limits |
| EMI from drives | separation + shield/fiber | no link flaps during motor starts |
| Dust ingress | certified glands + tight sealing | no dust inside entry chamber |
| Vibration loosening | locking method + inspection | gland and bracket torque checks |
| Earthing faults | bond to plant network | measured earth continuity |
A practical commissioning step is to perform a “hot day test” near kiln areas. If the network stays stable and the phone casing stays within its Ta limits, the design is usually solid.
Conclusion
Explosion-proof SIP phones can work well in cement plants when zoning is proven, Ta/IP/IK are matched to kiln reality, PBX/PAGA integration is clean, and cable routing and earthing are built for heat and dust.
Footnotes
-
Ingress Protection Code: A standard that rates the degree of protection provided by an enclosure against dust and water. ↩
-
A European standard for impact protection rating of enclosures. ↩
-
Fine particles that present an explosion hazard when suspended in air in certain conditions. ↩
-
A low-carbon version of 316 stainless steel, offering better resistance to intergranular corrosion. ↩
-
Public Address/General Alarm: A system used to broadcast voice messages and alarm tones in industrial settings. ↩
-
Variable Frequency Drive: A type of motor controller that drives an electric motor by varying the frequency and voltage of its power supply. ↩
-
Power over Ethernet: A technology that passes electric power along with data on twisted pair Ethernet cabling. ↩








