
Grain dust looks harmless until it turns into a flash fire. A standard phone can add heat, sparks, and failures right when people need help.
Yes. An explosion-proof SIP phone can be used around grain dust, but it must be certified for dust Zones (21/22), the right dust group (usually IIIB), and a safe maximum surface temperature for the specific dust.

A practical decision checklist for grain-dust SIP phones?
Grain plants punish equipment in two ways. Dust creates an ignition risk, and also clogs and wears everything. So selection must cover Ex safety and daily reliability at the same time. The easiest way to stay safe is to start from the hazardous-area study, then make the phone “fit” the real dust pattern. A phone near a transfer point sees dust clouds. A phone in a corridor sees only settled dust. Those two points should not be treated as the same.
Step 1: Confirm where dust clouds form
Dust zones are based on how often an explosive dust cloud can appear. If dust clouds occur occasionally in normal operation, that location is treated more strictly than an area where clouds are rare and short. The phone must match that local condition, not the building name.
Step 2: Match zone to the equipment’s dust marking
For dust, most phones rely on protection by enclosure (Ex t). That means the enclosure stops dust ingress and the product limits its surface temperature. The Ex marking will show the dust protection level (such as “tb” for Zone 21 or “tc” for Zone 22) and the maximum surface temperature in °C.
Step 3: Set a conservative surface temperature limit
Dust ignition risk is not only about sparks. Hot surfaces matter. The safe choice is driven by the dust cloud ignition temperature and the dust layer ignition temperature. If that data is not known, the best move is to request test data for the exact grain dust or to choose a lower maximum surface temperature rating.
Step 4: Plan for cleaning, noise, and uptime
Grain plants are noisy. Calls must be understood. Cleaning must not damage the keypad. Maintenance must not break certification by swapping parts.
| Decision item | What to specify | Why it matters |
|---|---|---|
| Zone rating | Zone 21 or Zone 22 at each mounting point | Controls the minimum protection level |
| Dust group | IIIB for most grain dust, or IIIC if you want a higher margin | Controls what dust type the phone is suitable for |
| Ex marking | Ex tb (Zone 21) or Ex tc (Zone 22) with a clear Tmax in °C | Tells you the protection method and temperature limit |
| Sealing | Dust-tight (IP6X 1) plus outdoor washdown IP if needed | Keeps dust out and keeps reliability high |
| Maintenance plan | Certified glands + inspection records + spares control | Keeps compliance valid over years |
A grain project stays smooth when the phone spec reads like a risk plan: where dust clouds happen, how hot the device can get, and how it will be installed and maintained without shortcuts.
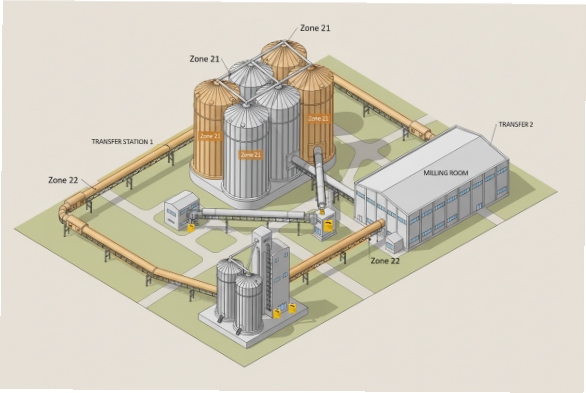
If the goal is fewer shutdowns, the next step is to translate “Zone 21/22” into real locations like silos, conveyors, and milling rooms.
Which dust zone ratings (Zone 21/22) and dust group should be specified for grain silos, conveyors, and milling rooms?
Dust is not equal everywhere. One transfer point can behave like a dust storm, while five meters away the air is clean. That makes wrong zoning a common mistake.
For phones outside process equipment, Zone 21 is often used near frequent dust release points like transfer stations and milling rooms, while Zone 22 is often used for surrounding areas where dust clouds are rare. Grain dust is usually dust group IIIB, while fibrous “flyings” can be IIIA.
Think in “release points”
In grain handling, dust clouds form most often at:
-
silo filling points and filters
-
bucket elevator heads and boots
-
conveyor transfer chutes
-
milling and grinding rooms
-
bagging, dumping, and packing points
If a phone is mounted close to these points, Zone 21 is commonly the safer starting point. If it is mounted in areas where dust clouds are not expected in normal operation, Zone 22 is more common.
Do not forget “inside equipment” is often stricter
Phones are usually installed outside the silo and outside conveyors, but it helps to remember that the inside of silos, filters, and enclosed equipment can be Zone 20 2. That matters because it changes how far the Zone 21 area may extend around openings.
Dust group selection: IIIB is the normal choice for grain dust
Most grain dust behaves like a non-conductive organic dust, which is typically aligned with dust group IIIB. Some areas can also have fibrous materials or “flyings” like husk fragments, which align with IIIA. If there is any chance of conductive dust from additives, metal fines, or mixed processes, IIIC is the safer choice. Choosing IIIC equipment can cover IIIB environments, but not the other way around.
| Location | Typical dust behavior | Practical zone choice for phone points (site-dependent) | Dust group to request |
|---|---|---|---|
| Silo top near fill and filters | Frequent dust release during filling | Zone 21 near openings, Zone 22 in nearby walkway | IIIB (or IIIC for margin) |
| Conveyor transfer station | Dust clouds during transfer | Zone 21 around chute area | IIIB |
| Along enclosed conveyors | Dust leaks only if faults happen | Zone 22 | IIIB |
| Milling / grinding room | Dust clouds can occur in normal work | Zone 21 | IIIB |
| Control corridors / offices | No dust cloud | Non-hazardous | Standard IP phone is fine |
The safest procurement habit is to list each phone location and the classification reference. That stops “one rating for the whole site” decisions that later cause rework.
What ATEX/IECEx Ex marking and surface temperature limits are required to prevent dust ignition in combustible grain dust areas?
A dust-rated phone can still be wrong if the marking does not match the zone, or if the maximum surface temperature is too high for the dust layer risk.
For Zone 21, specify a dust-certified marking like “Ex tb … Db” with a maximum surface temperature in °C. For Zone 22, specify “Ex tc … Dc.” The permitted surface temperature must stay below both the dust cloud ignition limit and the dust layer ignition limit.

What the marking should look like for dust
In many grain projects, the phone protection concept is Ex t 3 (protection by enclosure). Typical marking patterns include:
-
Zone 21: equipment protection level Db, often shown as Ex tb
-
Zone 22: equipment protection level Dc, often shown as Ex tc
The marking also includes the dust group (IIIA/IIIB/IIIC) and the maximum surface temperature, like T85°C or T130°C. For dust, that temperature is a direct number, not a “T-class” like gas.
How to set the safe surface temperature
Two limits matter:
1) Dust cloud ignition temperature (to avoid igniting a suspended cloud)
2) Dust layer ignition temperature (to avoid smoldering or ignition under a settled layer)
A common engineering rule used in dust installation guidance is to keep the maximum surface temperature well below the ignition temperature of a 5 mm dust layer (often expressed as Tmax ≤ T5mm − 75°C) and also below a fraction of the cloud ignition temperature (often expressed as a 2/3 limit). In real plants, dust layers can be thicker than 5 mm if housekeeping slips, so the margin matters even more.
Typical grain dust numbers are only a starting hint
Many grain dust clouds ignite at temperatures below 400°C, and grain dust layers can ignite below 300°C. Still, exact values vary by product, moisture, and particle size. It is better to request dust test data for the actual dust, or choose a phone with a low maximum surface temperature so the margin is strong.
| Zone | Minimum marking style to request (example pattern) | What “Tmax” should be based on | Safe buyer rule |
|---|---|---|---|
| Zone 21 | II 2D Ex tb IIIB/IIIC Txx°C Db | Dust layer and cloud ignition data | Choose a lower Tmax when data is uncertain |
| Zone 22 | II 3D Ex tc IIIB/IIIC Txx°C Dc | Dust layer and cloud ignition data | Keep the same Tmax rule, even if zone is lower |
A phone that is “dust certified” but has no clear Tmax, no clear dust group, or no clear Zone 21/22 suitability is a risk. For emergency calling, the small cost of a better marking is cheaper than a shutdown.
What enclosure and material features matter most—IP6X sealing, anti-static design, corrosion resistance, and washdown tolerance for frequent cleaning?
Dust plants kill weak seals and weak keypads. Cleaning then finishes the job. The enclosure system decides if the phone stays stable for years.
The most important features are dust-tight sealing (IP6X), a sealed keypad and audio ports, anti-static surface design, corrosion-resistant materials, and a washdown-ready IP rating when wet cleaning is used.

Dust-tight sealing is not optional for Ex t
For Ex t equipment, dust exclusion is part of the safety concept. In practice, a phone should stop dust ingress even when it is mounted near conveyors. The enclosure should also keep that sealing after repeated door openings and cleaning cycles. This is where gasket quality matters more than thick metal.
Anti-static design reduces ignition risk and dust attraction
Dust sticks to charged surfaces. Plastic parts can build static. A strong grain plant design favors:
-
stainless steel or metal surfaces that can be bonded
-
anti-static or conductive plastics where plastics are needed
-
clear bonding points and grounding practices, especially when dust group IIIC is possible
Corrosion resistance still matters in grain plants
Grain plants often have humid zones, washdown, and cleaning chemicals. Mild steel hardware can seize and rust. Stainless hardware and corrosion-resistant finishes reduce downtime and reduce forced maintenance that can damage seals.
Washdown tolerance depends on your SOP
Some grain facilities clean with dry methods. Others use wet washdown. If wet cleaning is used, it is safer to specify higher water ingress protection and chemical-resistant keypad membranes. Keypad durability is a common failure point, so the membrane and the adhesive system must be robust.
| Feature | Why it matters | What to ask the supplier for | Field failure it prevents |
|---|---|---|---|
| IP6X dust-tight enclosure | Keeps dust out and supports Ex t concept | IP test evidence + gasket design notes | Dust ingress, overheating, premature failure |
| Sealed keypad membrane | Supports cleaning and blocks dust | Keypad life cycles + material statement | Stuck keys, cracked membrane |
| Protected mic/speaker ports | Dust and water hit these first | Port membrane design + service rules | Muffled audio, water ingress |
| Anti-static surfaces | Reduces charge and dust sticking | Surface resistivity approach + bonding points | Static risk, heavy dust buildup |
| Corrosion-resistant hardware | Stops seizure and rust | Stainless grade for external parts | Broken screws, forced opening damage |
| Washdown IP (if needed) | Survives wet cleaning | IP66/IP67 evidence + cleaning limits | Leaks after cleaning |
A phone that is safe on paper but fragile in cleaning cycles will not last in a grain plant. In many projects, a stainless enclosure with a sealed keypad and clear cleaning limits gives the best life-cycle cost.
What installation and maintenance practices reduce risk, including certified cable glands, dust buildup control, call loudness in noisy plants, and periodic inspection records?
Most dust incidents come from small shortcuts: the wrong gland, dust buildup on hot surfaces, or maintenance without records. These are preventable.
Use certified cable glands that match the phone certificate, control dust accumulation with a formal housekeeping plan, design for high-noise calling with the right audio options, and keep periodic inspection records to protect compliance and uptime.

Installation: cable entry is part of the certification
For dust-rated phones, cable glands must be suitable for the zone and must match the certificate conditions for the phone. The gland also affects the IP rating, so a random “industrial gland” is a common failure point. In grain plants, it also helps to route cables to avoid dust traps and water paths, and to use drip loops where washdown is possible.
Housekeeping: dust layers become fuel
Dust layers feed secondary explosions. A thin layer can still be a risk if it covers enough area. So the plant needs a written program that defines cleaning frequency, safe tools, and “no compressed air” rules that create dust clouds. This also protects the phone, because thick dust layers can reduce heat dissipation and can clog audio ports.
Call loudness and intelligibility in noisy areas
Grain plants are loud. Emergency calls must be understood, not just heard. The best pattern is:
-
noise-canceling 4 handset for clear two-way talk
-
high-output speaker for hands-free use where needed
-
horn or PAGA 5 speaker for paging and alarms, not as the only two-way solution
Testing should happen during real operation, near conveyors and mills. If the dispatcher needs repeats, the design is not ready.
Inspection and records: protect lifecycle compliance
A dust phone should be inspected on a schedule. Inspections should check glands, gaskets, keypad integrity, corrosion, and audio clarity. Records matter because they prove control during audits and help spot patterns like repeated water ingress after cleaning.
| Practice | What to do | Suggested frequency | What to record |
|---|---|---|---|
| Certified gland control | Use only approved gland types and torque practices | At installation and after any cable work | Gland part number, torque method, photos |
| Dust buildup control | Clean safely and avoid creating dust clouds | Per housekeeping plan | Area cleaned, method used, findings |
| Functional test call | Hotline or test call to control room | Weekly or monthly | Call result, audio clarity notes |
| Visual seal and keypad check | Inspect membrane, gasket compression, door closure | Monthly or quarterly | Any cracks, swelling, gasket condition |
| Periodic Ex inspection | Follow site Ex inspection program | Per site standard | Inspection checklist, corrective actions |
| Spares discipline | Replace only with approved parts | As needed | Part numbers, serial ranges, reason for change |
A grain plant runs better when the phone program is treated like safety equipment, not like office telecom. The goal is simple: no unapproved changes, no hidden dust buildup, and clear voice during real emergencies.
Conclusion
Yes, grain dust use is possible. Choose Zone 21/22 dust certification with safe surface temperature, keep IP6X sealing intact, and run disciplined installation and inspection for long-term compliance.
Footnotes
-
Ingress Protection rating indicating total protection against dust entry. ↩
-
Hazardous area classification where explosive dust atmosphere is likely to occur in normal operation. ↩
-
Type of protection where the enclosure prevents dust ingress and limits surface temperature. ↩
-
Technology that reduces unwanted ambient sound using active or passive methods. ↩
-
Public Address and General Alarm system used for site-wide broadcasting and alerts. ↩








