
Salt air does not wait. It eats fasteners, cracks coatings, and turns small sealing gaps into big failures on the next storm.
For salt-spray sites, an explosion-proof telephone needs a marine-grade material set, a defined coating system, protected glands and connectors, and corrosion test evidence tied to the real exposure class (C5 or CX), not marketing claims.

What is a corrosion strategy that stays Ex-safe and maintenance-friendly?
Salt-spray corrosion is a system problem. It is not only the housing. It is also screws, hinges, glands, labels, and the way water sits on surfaces. On jetties and coastal terminals, the worst damage often starts at tiny gaps. Crevice corrosion forms under gaskets and under washers. Under-film corrosion grows when a coating is scratched and salt sits there.
Explosion-proof telephones add one more constraint. Any anti-corrosion treatment must stay inside the certified design. A field repaint can change heat dissipation. It can also cover markings. So corrosion control must be planned before purchase and controlled during maintenance.
The main corrosion modes seen in salt-spray phone installations
-
Pitting corrosion on stainless in stagnant salty water and deposits
-
Crevice corrosion under fasteners, brackets, and gasket edges
-
Galvanic corrosion where dissimilar metals touch (for example stainless bolts on aluminum)
-
Under-film corrosion after coating damage on aluminum or steel
-
Salt ingress through cable entries and connector caps, then internal rust
What should be written into the RFQ instead of “anti-corrosion grade”
A strong RFQ names the exposure class (C5 or CX), the material, the coating stack, the fastener grade, the required IP level, and the verification tests. ISO 12944 defines atmospheric corrosivity categories and offshore CX references used for marine exposure planning, and ISO 12944-9 covers performance requirements for offshore and related structures in CX and immersion categories. 1
How to connect corrosion control to Ex temperature safety
Coatings are not free. Thick coatings and dark colors can raise surface temperature in sun. Some coatings also reduce heat transfer. So the safe rule is simple: the final delivered coating and color must be the one evaluated in the temperature-rise assessment and must match the certificate conditions. If the phone is dust-rated, the maximum surface temperature rating matters even more because settled dust can insulate hot surfaces.
| Failure mode | What causes it on site | What prevents it | What to demand from the supplier |
|---|---|---|---|
| Fastener seizure | Salt + mixed metals + poor hardware | 316/duplex fasteners + isolation + anti-seize | Fastener material list and external hardware grade |
| Coating blister | Scratches + poor pretreatment | Proper surface prep + primer + topcoat | Coating process details and repair method |
| Water ingress | Weak gland or connector cap | Certified glands + correct IP interfaces | Approved gland list and ingress test evidence |
| Keypad cracking | UV + salt + mechanical wear | UV-stable membrane + sealed keypad | Keypad material statement and life-cycle test notes |
| Overheating risk | Dark coating + sun + thick paint | Color control + verified temperature margin | Temperature limit statement tied to coating |
Salt-spray reliability comes from writing these items into the spec, then refusing substitutions later. That is the only way to keep uptime high and keep compliance clean.
A clear material choice is the next step. It decides most of the long-term corrosion outcome.
Which housing materials and fasteners best resist chloride corrosion—316L stainless steel, coated aluminum, or nickel-plated hardware?
Salt and chlorides attack the weak links first. A phone can look solid, but one bad hinge pin can lock the cover shut.
316L stainless housings and stainless fasteners are the safest baseline for chloride environments, while coated aluminum can work only with a strict coating and repair plan. Nickel-plated hardware helps for small parts but should not be the main corrosion strategy.

316L stainless steel housing: strong baseline for marine exposure
316L 2 is a practical first choice because it resists many chloride-driven corrosion modes better than 304. It also keeps strength over time and handles mechanical abuse. Still, stainless is not magic. Crevices and deposits can trigger localized corrosion. So surface finish and design details matter:
-
smooth finish to reduce salt retention
-
drain-friendly geometry so water does not sit
-
gasket designs that do not trap salty water at edges
-
stainless hinges and latches, not mixed “mystery metal” parts
In many terminal projects, a 316L body plus 316 stainless external hardware gives the best lifecycle cost because it reduces seized fasteners and reduces repaint cycles.
Coated aluminum housing: weight advantage, but coating discipline is required
Aluminum helps with weight and handling. It can be a good choice for large cast housings. The risk is under-film corrosion once a coating is damaged. Salt creeps under coating edges and blisters can spread. This is why coated aluminum must use a defined coating stack, a strict pretreatment, and a repair method that can be done on site without breaking certification rules.
Nickel-plated hardware: useful as a barrier, not a full solution
Nickel plating is common on small hardware and glands. It can improve corrosion behavior and appearance. It can also reduce galling 3 on threads. The risk is that plating can crack or wear, especially on frequently opened covers. Once the base metal is exposed, corrosion can start. For that reason, nickel plating is best used as a supporting layer, not as the main defense.
A common failure is stainless bolts into aluminum threads with no isolation. Galvanic coupling accelerates corrosion at the aluminum side. Another issue is thread seizure (galling) on stainless. A practical approach includes:
-
A4/316 stainless fasteners (or duplex for severe exposure)
-
isolation washers or bushings where dissimilar metals meet
-
a controlled anti-seize that does not damage seals or markings
-
a rule that external brackets and U-bolts must match housing grade
| Option | Strengths in salt spray | Weak points | Best use case |
|---|---|---|---|
| 316L stainless housing | High corrosion resistance, strong hardware life | Crevice risk if design traps salt | Jetties, coastal terminals, offshore-like sites |
| Coated aluminum housing | Lighter, cost-effective for large bodies | Under-film corrosion if coating is damaged | Sheltered coastal sites with strong coating control |
| Nickel-plated hardware | Better barrier on small parts | Wear and cracking can expose base metal | Glands, small fittings, protected mechanisms |
If the project has frequent storms and direct sea air, 316L housing with stainless external hardware is the safest choice. Coated aluminum can still be correct, but only when the coating process and repair plan are locked down from day one.
Material is only one half of the story. The coating system often decides whether the phone still looks and seals well after two years.
What coating system should be specified—epoxy primer plus polyurethane topcoat, powder coating, or fluoropolymer—and how does it impact durability and surface temperature?
Coatings fail in patterns. Sun breaks weak topcoats. Salt creeps under scratches. Cleaning chemicals attack soft layers.
A two-layer epoxy primer plus polyurethane topcoat is a solid marine baseline, powder coating can work when impact and repair risks are managed, and fluoropolymers give the best UV stability but need careful application and cost planning. Coating choice can also affect surface temperature in sun.
Epoxy primer + polyurethane topcoat: the practical default for marine atmospheres
This stack is widely used because epoxy bonds well and resists moisture, while polyurethane resists UV better than epoxy alone. In salt spray, the primer’s surface preparation and thickness control matter. If pretreatment is weak, the best paint still fails. If topcoat is weak, chalking starts and the coating becomes porous.
For CX and C5 environments, the coating system should be selected using an exposure class approach, not by brand name. ISO 12944 corrosivity categories (including CX offshore) are often used to set expectations and system selection. 4
Powder coating: clean look, but repair and edge coverage are the risk points
Powder coating gives a uniform finish and good initial appearance. Still, sharp edges can get thin coverage. Impacts can chip coatings. Field repair is also harder because powder systems are not as easy to touch up cleanly. If the phone is in a place where tools and chains can hit it, powder coating needs extra design protection and a defined repair method.
Fluoropolymer topcoats: strong UV stability and low dirt pickup
Fluoropolymer finishes tend to keep color longer and resist UV breakdown. They can also reduce dirt adhesion, which helps on jetties where salt crystals and grime build up. The tradeoff is cost and process control. Some fluoropolymer systems need strict application conditions. So the buyer should check factory capability and consistent QC.
Coating and surface temperature: a simple safety lens
Dark colors absorb more sunlight. Thick coatings can change heat transfer. This can push surface temperature upward on hot days. For Ex equipment, the safe practice is to keep coating color and thickness consistent with the certified design and the temperature-rise evaluation. A “small repaint” can turn into a safety issue if it changes thermal behavior or blocks cooling paths.
| Coating system | Marine durability | UV durability | Repair practicality | Notes for Ex temperature |
|---|---|---|---|---|
| Epoxy + polyurethane | High when prep is correct | Good | Good | Control color and thickness to keep thermal margin |
| Powder coating | Good when impact is low | Medium to good | Medium to low | Watch edge coverage and chipping that exposes metal |
| Fluoropolymer topcoat | High | Very high | Medium | Best for sun exposure, still needs thermal checks |
For most salt-spray phone programs, epoxy primer plus polyurethane topcoat is the easiest to control and repair. Fluoropolymer becomes attractive when UV is extreme and long cosmetic life matters. Powder coating can still be fine when impact risk is low and repair rules are clear.
Even the best coating fails if salt gets into connectors and glands. That is where most real downtime starts.
How can sealing and connectors be protected against salt ingress at cable glands, RJ45 ports, handset cords, and mounting points?
Most “corrosion failures” are really “salt ingress failures.” Once salt gets inside, corrosion speeds up and faults become random.
Protect sealing by using certified, marine-grade cable glands, avoiding exposed RJ45 ports, sealing handset cord entries with strain relief, and designing mounting to prevent crevices and water traps. The gland and connector plan must match the IP rating and the Ex certificate conditions.
Cable glands: the highest-leverage control
A cable gland 5 is part of the sealing system and often part of the Ex conditions. In salt spray, the gland material and plating matter, and the sealing insert quality matters even more. A good plan includes:
-
glands approved for the zone and protection concept
-
a defined gland material (stainless or nickel-plated brass for marine use)
-
correct torque practice and strain relief
-
sealing washers where allowed, and correct thread engagement
-
a rule that unused entries must be sealed with approved stopping plugs
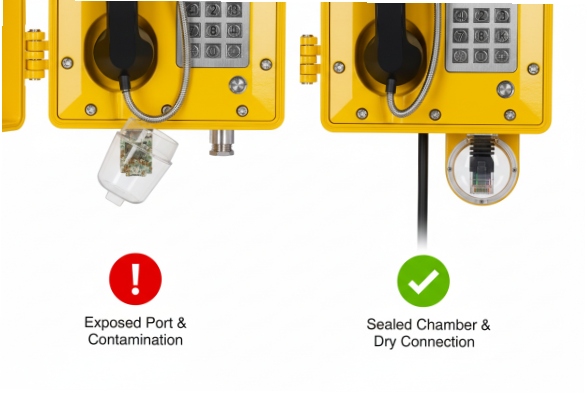
RJ45 ports: avoid exposed Ethernet where possible
An open or loosely capped RJ45 is a salt pump. If the design allows, use a sealed cable tail into the enclosure and keep the RJ45 inside a dry chamber. If an external port is required, it should be a sealed industrial interface with a cap that keeps its seal after repeated openings. The cap must stay tethered and must not be “optional.”
Handset cords and entry points: salt + flex is a harsh mix
Handset cords flex. Salt crystals work into micro-gaps. So the cord material should be UV and salt resistant, and the entry should use a robust grommet and strain relief. Handset connector pins should be protected, and the cord should not rub on sharp edges.
Mounting points: prevent crevices and standing water
Mounting brackets and bolts can trap water behind them. That creates crevice corrosion and makes paint fail faster. A better mounting plan uses:
-
stand-offs or spacers that let water drain
-
isolation layers between dissimilar metals
-
sealed fastener heads where needed
-
a simple cleaning path so salt does not accumulate behind the phone
| Weak point | How salt gets in | Best protection | What to inspect during PM |
|---|---|---|---|
| Cable gland | Poor torque, wrong seal insert | Approved gland + torque control | Cracks, looseness, salt tracks |
| External RJ45 | Loose cap, worn seal | Internal RJ45 or sealed industrial port | Cap seal condition, corrosion on contacts |
| Handset cord entry | Flex and UV degrade grommet | Robust strain relief + UV-resistant cord | Cord cracks, grommet hardening |
| Mounting bracket | Water trapped behind plate | Stand-offs + drainage + isolation | Rust stains, seized bolts, coating blisters |
A salt-spray sealing plan is not complicated. It just needs discipline. Use the right glands, keep Ethernet sealed, protect flex points, and mount the phone so water can leave.
Protection plans feel stronger when test evidence backs them up. That is the only way to prove a "marine grade" claim.
Which corrosion verification tests and standards should be requested, such as ISO 9227, ASTM B117, and ISO 12944 CX/C5 environment selection?
Without test evidence, “marine grade” is only a slogan. Still, tests must be requested in a way that fits real life and does not create false confidence.
Request accelerated salt-spray testing to ISO 9227 or ASTM B117 for comparative verification, and use ISO 12944 exposure class (C5 or CX) to choose the coating system and test pathway. Treat salt-spray hours as a control metric, not a life prediction.

ISO 9227 and ASTM B117: useful, but not a service-life calculator
ISO 9227 defines salt spray test methods (including NSS, AASS, and CASS) used to compare coatings and surface treatments under controlled conditions. 6
ASTM B117 is also a widely used salt spray (fog) test method for operating salt spray apparatus and running standardized exposure tests. 7
These tests are valuable because they are repeatable. They help catch weak pretreatment, bad plating, or coating process drift. The risk is using “hours” as a direct promise of years in the field. Salt spray tests are best used as comparative and quality control tools, then validated with real-world exposure assumptions.
ISO 12944 C5 and CX: the right way to set the environment target
ISO 12944 corrosivity categories help align the project to its real exposure. CX is commonly used for offshore and very severe marine exposure classification, while C5 targets very high corrosivity onshore environments. Guidance summaries highlight the update that replaces older offshore naming and points to CX for offshore settings. 8
ISO 12944-9 specifies performance requirements for protective paint systems for offshore and related structures exposed to CX and sea water immersion categories. 9
What to request in a supplier approval pack
A practical document request includes:
-
salt spray test reports to ISO 9227 or ASTM B117 for the coating and hardware
-
coating system description tied to ISO 12944 exposure class
-
evidence that the coating process is controlled at the factory
-
clear acceptance criteria (for example, no blistering, limited creep from scribe, controlled red rust)
-
separate evidence for fasteners and for the enclosure coating
A simple test request table that avoids common traps
| Standard | What it is best for | What to ask for | Common mistake |
|---|---|---|---|
| ISO 9227 | Comparing coatings and finishes under salt fog | Method used (NSS/AASS/CASS) and acceptance criteria 10 | Asking for “hours” with no pass/fail definition |
| ASTM B117 | Standardized salt fog operation and exposure test | Report with conditions and results 7 | Using results as direct lifetime prediction |
| ISO 12944 (C5/CX) | Selecting coating systems for exposure severity | Coating class selection and system description 8 | Picking C3/C4 for a jetty to save cost |
| ISO 12944-9 | Offshore and related performance requirements | Evidence aligned to CX expectations 9 | Ignoring offshore CX needs on open jetties |
A strong verification plan makes approvals easier. It also protects long-term ownership. When the first winter arrives, the coating and sealing system will show if the tests and exposure class were chosen correctly.
Conclusion
For salt spray, pick 316L or controlled coated aluminum, specify a proven coating stack, protect glands and connectors, and demand ISO 9227/ASTM B117 evidence aligned with ISO 12944 C5 or CX.
Footnotes
-
ISO standard covering performance requirements for protective paint systems in offshore environments. ↩
-
Low-carbon austenitic stainless steel with molybdenum, offering superior corrosion resistance in chloride-rich environments. ↩
-
A form of wear caused by adhesion between sliding surfaces, common in stainless steel threads. ↩
-
International standard for the classification of corrosivity categories of atmospheres. ↩
-
Device designed to attach and seal the end of a cable to the equipment. ↩
-
ISO standard defining corrosion tests in artificial atmospheres using salt spray. ↩
-
ASTM standard practice for operating salt spray (fog) apparatus. ↩ ↩
-
Guide summarizing the changes and corrosivity categories in the ISO 12944 standard update. ↩ ↩
-
Specific part of ISO 12944 detailing protective paint systems for offshore and related structures. ↩ ↩
-
Acceptance criteria for salt spray testing, typically involving blistering, rusting, and creep from scribe. ↩








