
Electrolyte and solvent zones can turn a small fault into a shutdown. A phone that dies in a dry room is not just an IT issue.
Yes. Explosion-proof SIP telephones can work in battery production when the area is correctly classified for electrolyte/NMP vapor risks, the device is built for dry-room and fluoride byproducts, and the install follows ESD and Ex rules.

Battery lines mix solvent vapor, dry-room static, and corrosive fluorides
Battery plants are not “one hazard zone”
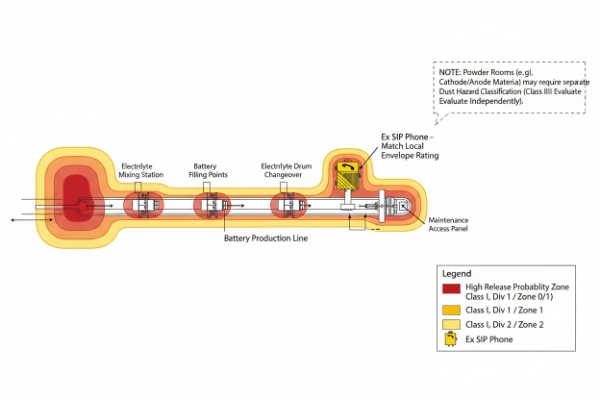
Battery factories look clean, but the risk map is sharp and local. One room may be a dry room 1 with strict ESD control 2. The next room may have electrolyte filling with flammable solvent vapor risk. Another area may be NMP coating 3 and solvent recovery. Each one drives a different requirement.
The fastest mistake is to pick a phone only by “IP66/67” or only by “Zone 2.” On real lines, the phone fails because the cable entry corrodes, the keypad membrane cracks in dry air, or the mounting creates static and nuisance alarms. So the spec must be built as a system.
Define what “communication” means during an alarm
On a battery line, a phone is often a fixed emergency station. It must do more than dial a number. It should support Andon calls 4, paging to horns, and fast escalation when gas detectors alarm. It should also report health status to SCADA 5 or the maintenance dashboard, so the team finds problems before a shift change.
A simple map that helps during design reviews
| Line area | Typical hazard driver | What to specify first | What usually kills devices |
|---|---|---|---|
| Electrolyte mixing/filling | flammable carbonate solvents, toxic byproducts | Zone/Div rating + gas group + T-class | seal aging, entry leaks, wrong glands |
| NMP slurry/coating | solvent vapors, heated processes, recovery ducts | ventilation + classification boundary | UV/heat on outdoor duct runs, gasket creep |
| Dry room corridors | ESD control, low humidity, cleanliness | ESD-safe mounting + low outgassing | cracked membranes, static shocks, label loss |
| Formation/aging rooms | heat load, large DC power systems | noise immunity + network resilience | EMI issues, poor grounding, reboot loops |
| Waste handling / spill response | HF byproducts after moisture exposure | chemical resistance + washdown durability | corrosion at entries and fasteners |
In OEM projects, the most reliable deployment starts with the hazard map, then locks the mechanical and electrical details. When that is done early, SIP integration becomes simple and the plant gets a phone system people trust.
Now it helps to get very specific on the classification question, because that decides everything else.
A correct Zone/Div choice reduces cost, avoids rework, and keeps inspectors calm.
Which Zone 1/2 or Class I Div 2 ratings apply to electrolyte/NMP areas?
A wrong boundary makes the phone a commissioning blocker. A wrong gas group makes the certificate useless. Both happen when teams guess instead of using the process data.
Electrolyte handling often drives Zone 1 close to open transfer points and Zone 2 in surrounding ventilated areas, while many NMP coating zones land in Zone 2 or Class I Div 2 with tighter zones near vents and enclosures. Always follow the site area-classification study.
Start with “where vapor can be present,” not with “what chemical is in the building”
Electrolyte solvents used in Li-ion production are often carbonate blends. Some parts have low flash points, and vapor risk rises fast during open handling, filling, and spill cleanup. NMP has a higher flash point than many solvents, but it is still combustible and it is used in large volumes in coating processes. Heated coating heads, ovens, and solvent recovery ducting can create local vapor zones.
So the rating decision should follow the release points:
- mixing tanks and day tanks
- filling heads and hose connections
- sampling points and drains
- exhaust hoods, ducts, and recovery skids
- enclosed cabinets that can trap vapors
In many projects, the general room may be Zone 2 / Class I Div 2, while a tight bubble around the fill head or inside the hood is tighter. It is also common for the recovery skid area to have its own boundary because vapors are concentrated there.
Gas group and “IIC” language in battery plants
Many battery solvents fall into typical industrial solvent groups, but the safe way is to use the SDS list for your exact blend and follow the hazardous area report 6. If the area contains hydrogen sources (some charging, battery storage, or utility areas can), then IIC 7 may enter the discussion. For electrolyte/NMP rooms, IIC is not always required, but the plant safety team may still standardize on a higher group for simplification.
What to specify for the phone in each common boundary
| Boundary type | What the phone marking should support | Practical phone protection concept |
|---|---|---|
| Zone 1 near transfer points | Category/EPL suitable for Zone 1 + correct gas group + T-class | Ex d (flameproof) is common for rugged PoE installs |
| Zone 2 general room | Zone 2 / EPL Gc with correct gas group + T-class | Ex ec / Ex ic solutions can fit, based on design |
| Class I Div 2 areas | Div 2 groups as required by your chemical list | Div 2 certified enclosure with correct wiring method |
| Mixed dust + vapor pockets | gas rating plus dust rating if dust is credible | treat powder handling separately from solvent rooms |
The clean purchasing rule
Do not buy “Zone 2 phones” and then mount them in a Zone 1 bubble “just for now.” That creates permanent non-compliance. If a phone must be reachable in a Zone 1 spot, select Zone 1 equipment and install it per the certificate. If the plant wants to save cost, move the mounting point outside the bubble and keep the handset reachable.
Once the Zone/Div choice is locked, the next big issue is survival. Battery lines are harsh in a different way. Dry air cracks weak materials, and fluoride byproducts punish the wrong metal choices.
Will IP66/67, antistatic 316L housings endure HF byproducts and dry-room use?
A phone can be perfectly certified and still fail in months. In battery plants, the weak link is often corrosion at the entry or material aging in dry air.
IP66/67 and conductive 316L housings are a strong baseline for dry rooms and washdown, but HF byproducts can attack common stainless grades if exposure is direct. Use PTFE-based seals, corrosion-proof glands, and avoid placing phones where HF condensate can collect.
Dry room reality: low humidity changes material behavior
Dry rooms reduce moisture to protect cell quality. That is good for the product, but it is tough on elastomers and membranes. Cheap keypad films can harden and crack. Labels can curl. A phone that works in a refinery may still fail in a dry room if its front interface is not made for low humidity and frequent glove use.
A conductive metal housing does not “build static” the same way a plastic box can, but it still needs correct bonding. Without bonding, the phone can float electrically. That can lead to nuisance ESD events and unstable behavior with PoE.
HF byproducts: where the real exposure happens
HF risk in manufacturing is often linked to electrolyte salt chemistry and moisture. Even if the line is designed to be dry, maintenance and spills can create local moisture, and byproducts can appear. Direct HF exposure is the worst case. In that case, common 316 stainless 8 is not a “safe” corrosion answer. A better approach is to assume HF is a spill/byproduct hazard and design to avoid direct contact:
- mount phones away from spill sumps and low points
- avoid positions below vent outlets
- use drip shields and standoff brackets
- choose seals and entries that resist fluoride contamination
For the highest exposure corners, high alloy options or polymer barriers can be the right answer. It is better to overbuild a few stations than to replace a whole fleet every year.
The entry hardware matters more than the housing
Most field failures start at the cable gland and thread interface. If the gland is plated brass in a harsh area, it pits and seizes. Then the seal fails and moisture enters. A stainless housing cannot save that.
| Component | What works better on battery lines | Why it helps |
|---|---|---|
| Housing | 316L with smooth finish, or higher alloy in harsh corners | durability and cleanability |
| Main gasket | PTFE-encapsulated sealing 9 | chemical resistance and stable sealing |
| Cable gland | corrosion-resistant, certified gland matched to zone | stops entry corrosion and leaks |
| Keypad membrane | dry-room compatible, chemical resistant | avoids cracking and sticky keys |
| Mounting bracket | stainless + standoff + drip edge | keeps condensate away from joints |
The safest approach is to treat “IP66/67 phone” as a full enclosure system. The phone, the gland, the plug, the cable jacket, and the bracket all need to survive together.
Once the device can survive, the next step is to make it useful. Integration is where a SIP phone becomes a real line tool, not a wall decoration.
Can phones integrate with IP PBX, Andon/PAGA, MES/SCADA, and beacons?
Battery plants run on fast signals. Operators use Andon, supervisors watch MES dashboards, and alarms must trigger horns and beacons. If the phone cannot join that workflow, it will be ignored.
Yes. SIP phones can register to IP PBX, support Andon paging to horns, expose status to SCADA, and react to gas alarms through PLC logic, relay I/O, multicast paging, and standard network monitoring.

IP PBX: keep emergency calls simple
A battery line needs fast calling paths. The most useful features are basic:
- hotline keys to control room and EHS
- ring groups for shift response
- auto-recover after PoE drop
- loud audio for noisy coating and calender areas
This reduces training time and improves response speed.
Andon and PAGA: paging is often the real value
Andon is a workflow, not a device. The clean design is: Andon event goes to PLC/MES, then the system triggers paging or callouts. The phone can participate by:
- receiving auto-answer paging for trusted sources
- sending a pre-set hotline call when a button is pressed
- driving a local beacon input through a dry contact (when allowed by the design)
PAGA horns can be driven by SIP paging gateways or multicast audio. In practice, the plant chooses one paging method and standardizes it across buildings. That keeps testing simple.
MES/SCADA: monitor phones like any other critical endpoint
Maintenance teams want a simple health view. A practical set is:
- device online/offline status
- PoE power draw alerts
- registration status to PBX
- last reboot time
- input/output status if the phone has I/O
This can be done through standard network tools and the plant’s OT monitoring layer.
| Plant function | Best system owner | How the SIP phone fits |
|---|---|---|
| Emergency voice call | IP PBX | hotline keys, ring groups, escalation |
| Line stop + Andon | PLC/MES | triggers paging and callouts, logs events |
| Area paging (PAGA) | paging gateway / PBX | SIP paging or multicast receive |
| Beacons | PLC/alarm panel | phone triggers PLC input or receives alarm page |
| Asset monitoring | SCADA/NMS | status via standard network monitoring |
When the integration is planned early, commissioning is smooth. When it is added late, the project becomes a patchwork of relays and “temporary” rules.
The final step is compliance in the real build. Battery factories care about ESD control, cleanliness, and temperature limits. A good phone must match those rules in the field.
What ESD-safe mounting, sealing, and T-class ensure compliant deployment?
Dry rooms and solvent zones are strict. A phone can pass paper review and still fail audit because bonding is unclear, or because mounting breaks the ESD floor plan.
Use equipotential bonding, ESD-safe mounting hardware, sealed cable entries with chemical-resistant materials, and a T-class with margin for hot equipment and sun load. Keep the phone out of heat soak zones near ovens and dryers.
ESD-safe mounting: keep the phone inside the ESD control plan
Dry rooms often use an ESD control system. The phone must not become a floating conductive object. A simple approach works well:
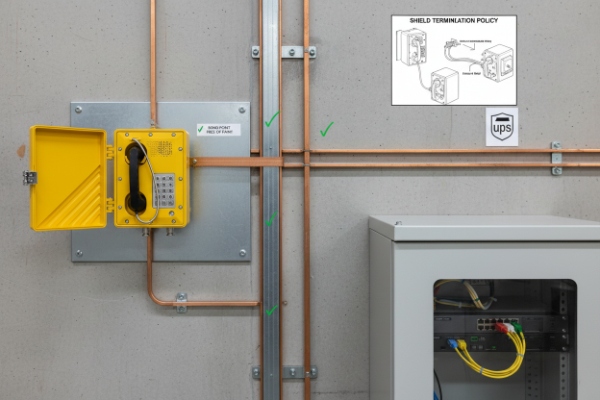
- bond the phone housing to the local equipotential network 10
- use serrated washers or bonding lugs that bite through coatings where allowed
- avoid thick insulating pads between bracket and structure unless a bonding strap is added
- place the phone where operators can reach it without stepping out of the ESD floor zone
If the phone has plastic front parts, use versions designed for static control, or keep them bonded through internal design.
Sealing: stop wicking, dust, and chemical tracking
Battery plants have two sealing enemies at once: fine dust and liquids. Even in dry rooms, dust and cleaning can push particles into weak interfaces. In electrolyte rooms, liquid tracking along cables is common.
Field habits that extend life:
- add drip loops before the gland
- point cable entries downward where design allows
- keep unused entries sealed with matching certified plugs
- keep the phone slightly elevated above the floor and away from sumps
- add a small hood in washdown or splash zones
T-class and hot surfaces: do not mount on heat sources
T-class is not only a certificate line. It is a real surface temperature limit. Battery factories include hot zones: dryers, ovens, solvent recovery, and hot piping. A phone mounted on a hot frame can exceed its intended temperature even if the phone electronics are cool.
So the safest method is two-step:
1) choose a conservative T-class for the chemical atmosphere
2) choose a mounting location that avoids heat soak and direct radiant heat
Deployment checklist table
| Item | What good looks like | What usually fails audits |
|---|---|---|
| Bonding | clear bond point, low resistance path, documented | no bond strap, painted joints, loose lugs |
| Mounting | ESD-floor compatible location and hardware | phone forces operator to step off ESD zone |
| Glands | certified gland for the zone + corrosion-resistant material | wrong gland type, mixed threads, loose compression |
| Sealing | drip loop, downward entry, sealed unused holes | water tracking into entry, temporary plugs left |
| T-class + placement | conservative T-class + away from hot frames | mounted next to dryer skin or hot duct |
For battery production, the “best phone” is the phone that stays compliant after two years of cleaning, shifts, and upgrades. That comes from disciplined mounting, sealing, and bonding, not from a fancy feature list.
Conclusion
Explosion-proof SIP phones suit battery lines when classification is correct and the deployment is built for solvent vapor, dry-room ESD, and fluoride-driven corrosion at seals and entries.
Footnotes
-
Controls humidity to prevent lithium defects and ensure safety in battery manufacturing. ↩
-
Guidelines for preventing electrostatic discharge damage to sensitive electronic components during production. ↩
-
A solvent used in cathode coating requiring strict handling due to flammability. ↩
-
Visual system notifying management immediately of maintenance or quality issues on the line. ↩
-
Systems for real-time monitoring and data collection of industrial processes. ↩
-
Documentation defining hazard zones based on explosive atmosphere frequency and duration. ↩
-
Classifies gases by ignition energy, critical for hydrogen or acetylene environments. ↩
-
Standard steel grade often susceptible to corrosion from direct hydrofluoric acid exposure. ↩
-
Seals offering superior resistance to aggressive solvents and corrosive electrolytes. ↩
-
Connects metal parts to ground to prevent static buildup and sparking risks. ↩








