
Solvent spray booths make a normal phone a liability. One arc, one hot surface, or one static spark 1 can turn overspray into a flash event.
Yes. Explosion-proof (or Ex-certified) SIP telephones are suitable for paint spray booths when the rating matches the booth’s Zone/Div map, the gas group fits the solvents, and the glands, grounding, and T-class follow the booth code rules.

How to specify an Ex SIP phone that passes booth inspection and survives daily cleaning?
Start with the booth boundary, not the product label
A spray booth is not “one big hazard area.” The hazard changes by distance from openings, airflow direction, and whether the booth is automated with interlocks. …Inside the spray area, vapors and mists are expected during operation. Outside the booth, the classification is often lower, but it can still be hazardous close to openings. This is why I push to place the phone outside the tightest boundary when the workflow allows it, while keeping it reachable during an alarm.
Treat “explosion-proof” and “washdown-proof” as separate requirements
A phone can be certified for Zone 1 and still fail in weeks if overspray clogs the mic path or solvent cleaning attacks the seals. In paint lines, the real killers are:
-
aggressive solvent wipes and high-pressure washdowns
-
overspray buildup around keys and speaker grills
-
…static buildup on plastic accessories
-
corrosion at cable entry threads from cleaners and humidity
So the spec must cover hazardous approval 2, ingress protection 3, and chemical compatibility 4 as one package.
Use a simple procurement checklist that your maintenance team will accept
A practical spec for a booth phone should lock these points before purchase:
-
zone/division and gas group (based on the solvent list)
-
protection concept (often Ex d for simple PoE installs in Zone 1)
-
T-class with margin for ambient and nearby hot booth equipment
-
IP rating and solvent-resistant sealing materials
-
certified glands, certified stopping plugs, and a clear bonding point
-
integration method for PBX, paging, and alarm outputs
| What to decide | Why it matters in spray booths | What to write in the RFQ |
|---|---|---|
| Location plan | avoids overbuy and reduces wiring restrictions | “Mount outside spray area when possible; keep within reach of operators” |
| Hazard rating | determines what can legally be installed | “Zone 1/2 or Class I Div 1/2 per booth drawing” |
| Materials | overspray + cleaning is a chemical attack | “316L housing 5, solvent-resistant seals, easy-clean face” |
| Entry hardware | most failures start at glands | “Certified flameproof glands and certified plugs, stainless preferred” |
| Grounding | reduces static and nuisance faults | “External bonding stud, low-resistance bond path” |
After this foundation is clear, each subtopic becomes simple and testable. The next section starts with the biggest question inspectors ask first: “Is this the correct Zone/Div rating for the spray area?”
Keep reading, because most project delays happen at this exact point.
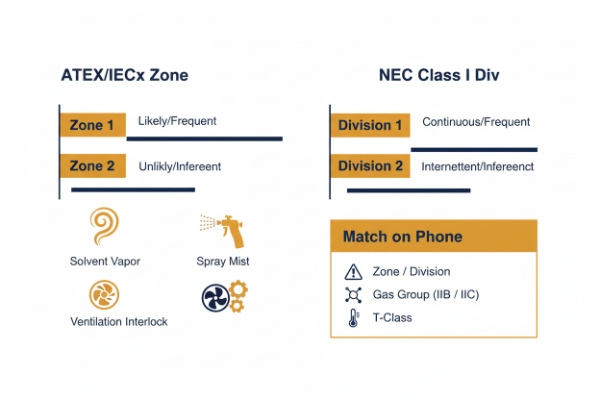
Which ATEX/IECEx Zone 1/2 or NEC Class I Div 1/2 ratings fit spray areas with solvents?
A spray booth feels like “always dangerous,” so teams often over-classify and overpay. Other teams under-classify and then fail inspection during commissioning.
In many solvent spray operations, the interior spray area is treated as Zone 1 (or Class I Div 1), while the area just outside booth openings is commonly Zone 2 (or Class I Div 2) for a short distance, depending on the booth design and interlocks.
…What “spray area” usually includes
For solvent spray, the spray area is not only the visible booth interior. It can also include plenums and exhaust paths that carry solvent-laden air. That affects where you can mount equipment and how you route cables. If the phone is inside the spray area, it must be suitable for the higher classification and it must be easy to clean without damaging the certification-critical joints.
A practical way to choose Zone 1 vs Zone 2 for phone placement
A simple approach works well:
-
Put phones outside the spray area when possible.
-
If a phone must be inside, use a rating suitable for Zone 1 / Div 1 and treat cleaning as part of the design.
-
If the phone is adjacent to openings, use Zone 2 / Div 2 equipment if the boundary drawing allows it.
Automated booths with door interlocks can reduce classification outside access doors in some designs. Manual booths usually need more conservative treatment because doors open during work and airflow can change.
Gas group selection: match the solvent list
Most paint solvents are not IIC gases. Many fall into IIA or IIB in IEC language, or Group D / Group C in NEC language, but the correct answer comes from the exact solvent blend. If the site changes solvents, the gas group can change. That is why some owners standardize on a higher gas group than the minimum, to avoid rework later.
| Booth zone location | Typical classification direction | What to confirm before you buy |
|---|---|---|
| Inside spray area | Zone 1 / Class I Div 1 is common | solvent gas group + cleaning exposure |
| Exhaust duct interior | can be classified (often lower than spray area in some cases) | local code and booth design |
| Within a short distance of openings | Zone 2 / Class I Div 2 is common | distance, airflow, and interlocks |
| Outside boundary | unclassified | still needs overspray and cleaning durability |
The safest workflow is: let the hazardous area drawing decide the boundary, then choose the phone marking that matches it. Once the rating is correct, the next problem is service life. Overspray and solvent cleaning destroy weak seals fast.
Do IP66/IP67, 316L, solvent-resistant seals survive overspray and cleaning?
Overspray looks harmless at first. Then it turns into a sticky film. After that, operators wipe it with strong solvent, and cheap seals fail.
Yes, IP66/IP67 and 316L housings can survive spray booth duty, but only when the gasket, keypad membrane, cable glands, and speaker/mic barriers are designed for solvent wipe-down and paint buildup.

IP rating helps, but chemistry decides the real life
IP66/IP67 is great for dust and water jets. It helps with washdown and keeps paint dust out of the electronics. But solvent cleaning is a different test. Solvents can swell elastomers, harden membranes, and weaken adhesives. Overspray can also block acoustic ports and trap solvent against seals.
For booth duty, the real “survival kit” is:
-
…a smooth, easy-clean faceplate that does not trap paint
-
a solvent-resistant keypad membrane (or metal pushbuttons with proper sealing)
-
a gasket material that tolerates the cleaning solvent used on site
-
sealed acoustic paths that still keep audio clear after paint buildup
316L is a strong baseline, but details still matter
316L resists corrosion well and handles most paint shop humidity and cleaners better than mild steel. Still, most failures start at:
-
gland threads and adapters (especially if they are plated brass)
-
mixed-metal brackets that create galvanic corrosion
-
stainless fasteners that gall and then cannot be serviced
-
seals that are “waterproof” but not “solvent-proof”
A booth phone should use corrosion-consistent materials: stainless housing, stainless bracket, stainless glands, and stainless plugs. That reduces the number of corrosion couples and makes maintenance predictable.
Seal material choice should match the cleaning SOP
A simple way to avoid seal failures is to match sealing materials to the cleaning method:
-
For many hydrocarbon and ketone wipe-downs, FKM and PTFE options often perform well.
-
For strong alkaline cleaners, EPDM may do better, but it may not like certain solvents.
-
A “one-size rubber” approach is what fails in the field.
| Exposure in the booth | What usually fails first | What to specify |
|---|---|---|
| Solvent wipe-down | keypad membrane, gasket edge | solvent-resistant membrane and gasket |
| Overspray buildup | acoustic ports, key edges | protected mic/speaker path, smooth face |
| Washdown jets | cable entry seal | IP66/IP67 gland compression and drip loop |
| Humidity + cleaners | bracket joints, fasteners | stainless bracket, anti-galling practice |
In DJSlink deployments, the best service life came from treating the phone like a piece of paint-line equipment, not like office IT. That means easy cleaning, consistent stainless parts, and seals chosen for the actual solvent used on site.
Once the phone can survive, the next step is making it useful in the plant workflow. In most paint shops, paging and alarms matter more than dialing.
Can phones link to IP PBX, PAGA horns, beacons, and E-stop circuits?
During a booth incident, people need loud paging and clear escalation. A phone that only makes a call is not enough, and a phone that tries to “be the safety system” is also a bad idea.
Yes. SIP phones can register to an IP PBX, support paging to PAGA horns via SIP or multicast, and trigger beacons through relay/PLC logic. E-stops should stay hardwired, while the phone supports callout and event notification.
IP PBX integration is usually the easy part
A SIP telephone can register to most IP PBX 6 platforms using standard SIP. For paint shops, the practical needs are simple:
-
hotline keys to the control room and EHS
-
ring groups for maintenance and safety
-
loud audio and clear mic for high fan noise
-
automatic recovery after PoE loss or switch reboot
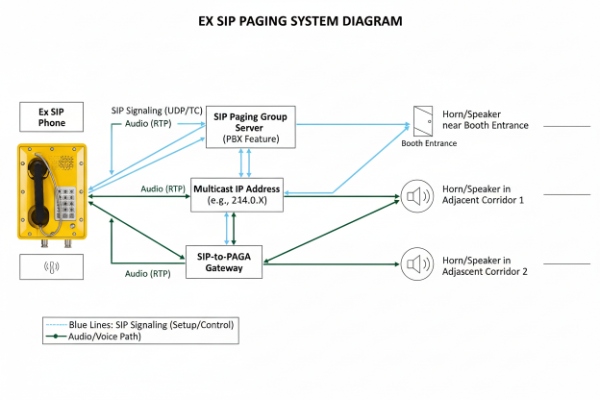
PAGA horns: pick one paging method and test it
PAGA integration is normally done by:
-
SIP paging to a PAGA gateway 7 that feeds amplifiers and horns, or
-
multicast paging on the OT network for fast broadcast
The key point is priority. Emergency calls must not be blocked by paging audio. Paging should also be restricted to trusted sources so nobody can trigger horn paging by mistake.
Beacons and stack lights: keep the power outside the phone
A phone should not directly power a beacon in a hazardous area. A cleaner method is:
-
phone relay output (or input) connects to a PLC or alarm module
-
PLC drives the beacon and logs the event
This gives you traceability and keeps the phone out of high-power switching.
E-stop circuits: the phone can support, not replace
E-stops and booth interlocks are safety functions. They should remain in dedicated safety wiring and safety controllers. The phone can still add value:
-
when an E-stop is pressed, the PLC triggers a paging message and auto-call group
-
the phone provides two-way coordination and confirmation
-
the phone can show a status input if the design supports it
| Need in the booth | Best system owner | How the SIP phone fits |
|---|---|---|
| Emergency voice | IP PBX | hotline keys and ring groups |
| Booth paging | PAGA gateway / PBX | SIP paging or multicast receive |
| Visual alerts | PLC / alarm panel | phone triggers PLC input, PLC drives beacons |
| E-stop / interlock | safety relay / safety PLC | phone receives event and supports callout |
When the integration is kept simple, testing becomes easy. That is important because spray booths must be tested and audited. After integration, the final compliance step is always physical: T-class, glands, and grounding.
What T-class, flameproof glands, and grounding ensure compliant booth installation?
A device can be certified and still fail inspection because the gland is wrong, the seal fitting is missing, or the bonding is unclear. Booth inspectors focus on these details.
Choose a T-class below the lowest auto-ignition temperature of the solvents, use certified flameproof (Ex d) glands or code-correct seal-offs, and bond the phone and booth metalwork to control static and ensure compliance.

T-class: pick margin, then control mounting heat
T-class is the maximum surface temperature the device can reach. In paint shops, most solvents have auto-ignition temperatures 8 well above typical T4 limits, but the safe rule is still: select T-class based on the worst-case solvent and mixture, then add margin for hot ambient and sun load near booth walls.
A practical approach for many solvent booths is to target T4 or cooler when it is available, because it gives margin and keeps acceptance simple. Still, the final choice must match the exact solvent list and the device certificate ambient range.
Also, do not mount the phone on hot surfaces. Booth ovens, heater housings, and hot ductwork can heat-soak an enclosure beyond its rating even when the phone electronics are cool.
Flameproof glands and entries: the certificate and wiring method rule this
For ATEX/IECEx 9 flameproof (Ex d) installs:
-
use certified Ex d glands matched to the thread type and cable diameter
-
use barrier glands when required by the equipment certificate and cable construction
-
seal unused entries with certified stopping plugs
-
avoid thread adapters unless they are approved for the same protection concept
For NEC Class/Division 10 conduit systems:
-
use explosionproof sealing fittings where required by the code and enclosure marking
-
place the seal fitting at the required distance from the enclosure
-
use approved sealing compound and correct fill
Most booth failures I see in audits are not the phone. They are the cable entry parts.
Grounding and bonding: control static and keep faults predictable
Static control is a real ignition control in spray operations. A booth has moving air, atomized paint, and operators in PPE. Grounding and bonding should be visible and easy to test:
-
bond the phone housing to the local equipotential network
-
avoid paint under bonding lugs unless the lug is designed to bite through
-
bond nearby conductive items that operators touch, like rails and stands
-
keep bonding hardware corrosion resistant so it stays low resistance over time
| Compliance item | What good looks like | What causes rejection |
|---|---|---|
| T-class | matches solvent list + ambient rating | ignoring heat soak and ambient limits |
| Ex d gland | certified, correct thread, correct torque | mixed threads, wrong gland type, loose compression |
| Seal fitting (NEC) | installed at required location and filled correctly | missing seal-off or wrong location |
| Unused entries | certified stopping plug | temporary plugs left in place |
| Bonding | clear bonding point, low-resistance path | no bond strap, paint under lug, loose hardware |
When these points are controlled, an Ex SIP phone becomes a reliable emergency station for the booth. It supports fast calls, paging, and alarms, and it survives cleaning without turning into a constant maintenance ticket.
Conclusion
Explosion-proof SIP telephones are suitable for paint spray booths when Zone/Div, gas group, T-class, certified glands, and solid bonding are aligned with solvent spray and cleaning reality.
Footnotes
-
Understand the risks of static electricity build-up in paint spray booths. ↩
-
Learn the differences between ATEX and IECEx certification for hazardous areas. ↩
-
Compare IP66 and IP67 ratings for water and dust resistance. ↩
-
See how 316 stainless steel resists corrosion from common chemicals. ↩
-
Compare 316 and 316L stainless steel properties for industrial use. ↩
-
Introduction to Session Initiation Protocol (SIP) and IP PBX systems. ↩
-
An overview of Public Address and General Alarm (PAGA) systems. ↩
-
Definition of auto-ignition temperature and its importance in safety. ↩
-
A guide to the differences between ATEX and IECEx standards. ↩
-
Definitions of Class I Division 1 and 2 hazardous locations. ↩








