
VOC skids look calm until a valve vents and the air turns explosive. One wrong phone can become an ignition source. A certified Ex SIP phone removes that risk.
Yes—if the phone has the right Zone 1/2 or Class I Div 1/2 approval, the right gas group and T-class, and it is installed with certified glands, seals, and bonding.

What actually makes a SIP phone “safe” in a VOC vapor zone?
Start with the area classification, not the product brochure
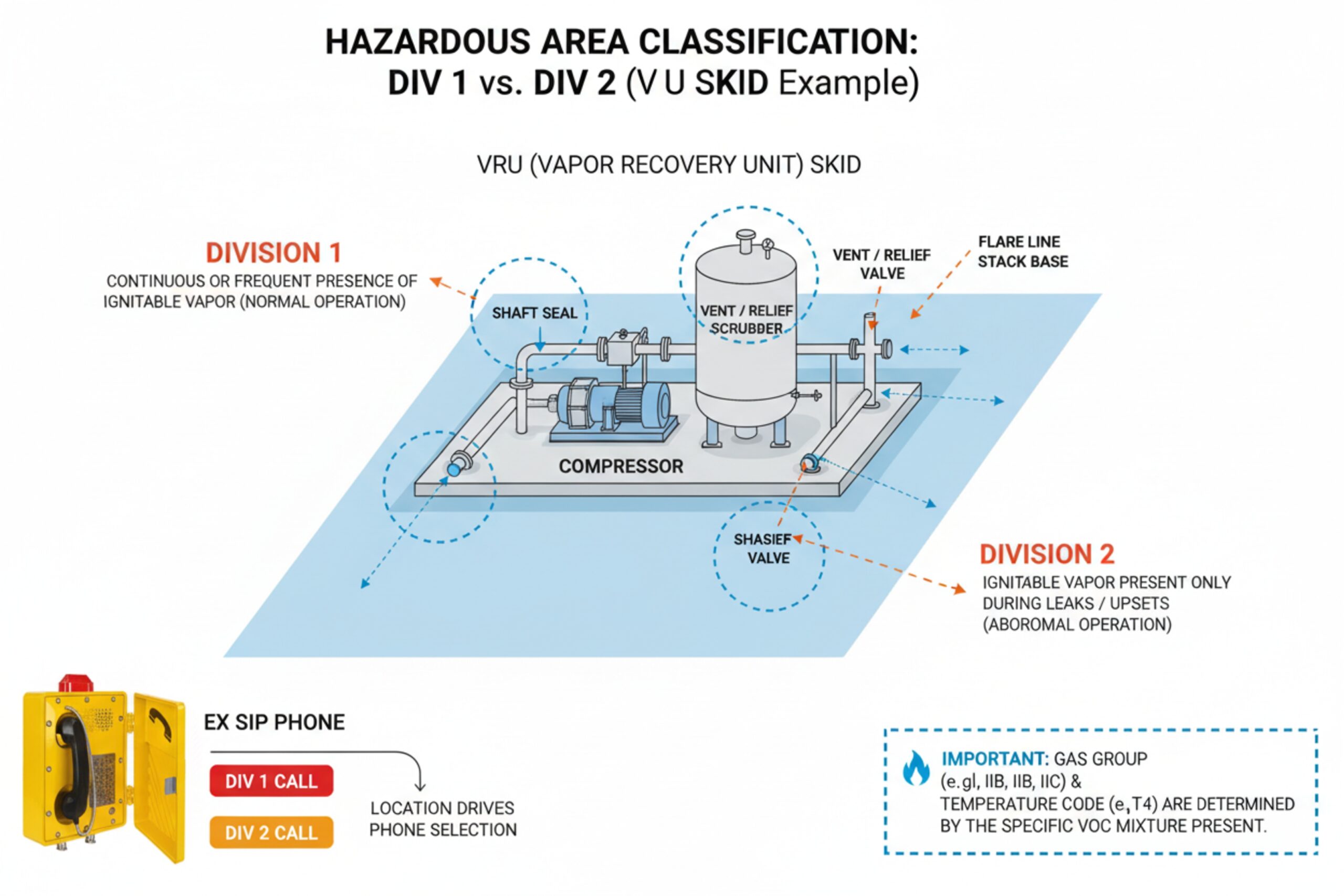
Vapor recovery skids can sit inside a refinery, a tank farm, or a loading rack. Each site behaves differently. A closed skid with hard-piped vents and good ventilation can be Zone 2 in many spots. The same skid with frequent hose breaks, sampling points, and open drains can push parts of it into Zone 1. In North America, the same idea shows up as Class I, Division 2 versus Division 1.
The key point is simple: the zone or division is about how often an explosive mixture can exist. It is not about how scary the process sounds. So the workflow should be: hazardous area classification 1 report first, then equipment selection, then installation method. When this order is reversed, people end up buying “explosion-proof” hardware that still fails the inspection because the marking does not match the site.
On VOC recovery systems, “hot” locations often sit close to likely release points: vapor line connections, seal pots, pump seals, condensate drains, sample points, and any place where a vacuum can pull air in and push vapors out during upset conditions. A wall-mounted phone five meters away can still be in the hazardous boundary if the boundary drawing says so. The drawing wins.
Match protection concept to your wiring reality (Ex d vs Ex i vs Ex e)
A SIP telephone is still an electrical device. The safety comes from the protection concept on its certificate, not from its shape.
-
Flameproof / explosion-proof (Ex d / explosionproof enclosure): contains an internal ignition and stops flame propagation through engineered flamepaths. This is common for Zone 1 2 or Class I Div 1 phones. It is also friendly to integrators because it usually avoids intrinsic safety 3 barriers for Ethernet power (but cable entry rules become strict).
-
Intrinsic safety (Ex ia/ib): limits energy so ignition is not possible. It can be excellent for Zone 1, but it often needs barriers or galvanic isolators and strict entity parameter checks. For Ethernet, this can become complex, so many sites keep the active network gear outside the hazardous area and only bring safe circuits in.
-
Increased safety (Ex e): reduces the chance of arcs and hot spots. It is often used for terminals and junction boxes, and sometimes appears as part of a combined marking.
A practical rule used on many skids: if the phone needs PoE and sits in Zone 1, an Ex d SIP phone is often the simplest path. If the phone is in Zone 2, a wider range of approaches can work, as long as the approval matches the zone.
IP rating, Ex rating, and corrosion rating are different
IP66/67 is about water and dust ingress. It does not mean “safe in gas.” A device can be IP67 and still be unsafe in Zone 1 if it has no Ex certification. Also, a device can be Ex-certified and still fail early if the housing and seals do not like benzene, H2S, salt, and UV.
| Topic | What it answers | What to check on the nameplate | Common mistake |
|—|—|—|—|
| Hazardous approval | Can it be used in Zone/Div? | ATEX/IECEx marking or Class/Div marking, gas group, EPL | Buying “explosion-proof” with no matching marking |
| Temperature | Can the surface stay below ignition temp? | T-class (T6/T5/…) and ambient rating | Ignoring high ambient near skid piping |
| Ingress | Can it handle washdown/rain/salt spray? | IP66/67/68, gasket design, drain/breather strategy | Assuming IP67 means vapor-tight forever |
| Corrosion | Will the housing and fasteners survive? | 316L or better, coating, fastener grade, isolation | Mixing stainless with carbon steel hardware |
A quick selection checklist that saves projects
A short checklist has prevented most surprises in real projects:
-
Zone/Div from the hazardous area drawing
-
Gas group worst-case for the skid (do not pick a weaker group)
-
T-class with the real ambient and any internal heat
-
Cable entry method (glands, conduit, seals) that matches the certificate
-
Bonding/earthing plan that inspectors accept
-
Materials: housing, fasteners, gaskets, cable jacket compatibility
This is the part many teams skip: the certificate conditions. The certificate often lists allowed glands, maximum entry sizes, torque values, and any “special conditions for safe use.” Those lines matter as much as the big “Zone 1” headline.
If the phone passes these checks, it is suitable for vapor recovery zones in both technical and inspection terms.
If that feels like a lot, it is. Still, it is far easier than rebuilding the installation after a nonconformance report.
Now, the next step is choosing the right rating for the skid boundary.
Which Zone 1/2 or Class I Div 1/2 ratings cover VOC recovery skids?
Most VOC skids sit between “rare releases” and “possible releases.” If the rating is wrong, the phone becomes a shutdown item during commissioning. The fix then costs time and reputation.
For most VOC recovery skids, Zone 2 (or Class I Div 2) fits general areas, while Zone 1 (or Class I Div 1) is used near likely release points, vents, and maintenance-heavy sections—based on your area classification.
How Zone and Division thinking maps in real projects
Zone and Division systems describe the same risk in different words. Zone focuses on probability and duration. Division focuses on normal versus abnormal conditions. In many projects, the hazardous area drawing already provides both, or it provides one and the EPC translates it.
For a vapor recovery 4 skid, it is common to see:
-
Zone 2 / Class I Div 2 around sealed equipment where releases are not expected in normal operation
-
Zone 1 / Class I Div 1 near items that can release vapors during normal operation, sampling, draining, or frequent maintenance
Still, there is no universal rule because skid design varies. A VRU with continuous vents can shift classifications. A system handling heavier hydrocarbons may have different dispersion. Wind and enclosure walls matter too.
Gas group selection: choose the worst-case, not the “usual”
VOC skids often handle mixtures. Gasoline vapors, condensate vapors, and some solvent vapors can sit in different gas groups depending on composition. The safe move is to select a phone certified for a group at least as severe as the hazard. If the site says “IIB,” then “IIC” is stronger, but not the other way around.
A practical habit used by many engineers: when the exact mixture can vary, choose a more severe gas group than the minimum. This avoids the “it was fine last year” trap when feedstock changes.
A simple mapping table that helps purchasing teams
This is not a legal equivalency chart, but it helps align teams during procurement.
| Typical marking style | Common use case on skids | Rough fit | Notes to verify |
|—|—|—|—|
| ATEX/IECEx Zone 1, EPL Gb | Higher-risk boundary near release points | Zone 1 | Confirm gas group (IIA/IIB/IIC) and T-class |
| ATEX/IECEx Zone 2, EPL Gc | General skid area with rare release | Zone 2 | Check ambient range and any “special conditions” |
| Class I Div 1 (Groups) | Near normal release or frequent maintenance | Div 1 | Check groups (A/B/C/D) and T-code |
| Class I Div 2 (Groups) | Where release is abnormal and brief | Div 2 | Cable entry and seals still matter |
What rating often works on VOC recovery packages
When the skid is used in many countries, the most flexible approach is often to select devices that carry both IECEx/ATEX and NEC Class/Division options, or to maintain two part numbers.
In practice, many integrators standardize on:
-
Zone 1 / Class I Div 1 at the skid perimeter where vapors can be present during normal operation
-
Zone 2 / Class I Div 2 for areas further out with good ventilation and low release probability
The area classification report should decide. The phone must follow.
The next question is not about ratings. It is about whether the phone survives benzene, H2S, and sea air for years.
Will IP66/67, 316L housings resist benzene, H2S, and coastal corrosion?
A phone can be certified and still fail from rust, swollen seals, or sticky keypads. When it fails, people stop trusting the whole safety system.
IP66/67 and 316L help a lot, but long life depends on gasket material, fasteners, coatings, and how “sour” and salty the site is—benzene and H2S usually attack elastomers before they attack 316L.

316L is a strong base, but it is not magic
316L stainless steel 5 is a common choice for coastal sites because it improves resistance to chlorides compared with basic stainless grades. It is also widely used around hydrocarbons. For benzene exposure, the metal itself is rarely the first problem. The common early failures come from:
-
gasket swelling or hardening
-
keypad membrane damage
-
cable jacket cracking
-
crevice corrosion under washers or nameplates in salty air
Coastal corrosion is also a design problem. If saltwater sits in a crevice, even good stainless can pit. Drainage paths, smooth surfaces, and correct fastener selection matter.
H2S “sour” conditions: look beyond general corrosion
H2S introduces another risk: cracking mechanisms in certain alloys under stress. Many oil and gas projects use sour service rules (often based on NACE 6/ISO guidance) for materials that see H2S. A wall phone is not a pressure boundary item, but it still uses stressed fasteners, springs, and sometimes thin sections. It is smart to align the phone’s material set (housing, bolts, brackets) with the project’s sour service philosophy.
When sour service is strict, teams often ask for:
-
documented material grades and heat treatment
-
controlled hardness for fasteners
-
sealing that prevents H2S-laden moisture from sitting inside threads
In VOC recovery zones, the elastomer choice can decide whether IP66/67 stays real after one summer.
A practical material approach:
-
FKM 7 (often known by Viton) or PTFE for hydrocarbon-rich vapors and many solvents
-
EPDM is often strong for steam and water, but it can be poor with hydrocarbons
-
NBR can swell in aromatic hydrocarbons, so it needs careful review if benzene exposure is possible
Cable glands and their seals matter too. A stainless housing with a cheap nickel-plated gland is a common failure pattern near the sea.
A quick material decision table
Use this as a starting point, then verify with your chemical list and site conditions.
| Component | Better choice for VOC + coastal | Watch-outs | Why it matters |
|—|—|—|—|
| Housing | 316L stainless, smooth finish | crevices, mixed metals | prevents rust, reduces pitting risk |
| Fasteners | 316 stainless fasteners, anti-seize | galling, wrong torque | keeps flamepath joints correct and serviceable |
| Gaskets | FKM or PTFE where aromatics exist | EPDM with hydrocarbons | keeps IP rating and internal dryness |
| Cable glands | Ex-certified, stainless where possible | mixed-metal glands near sea | prevents leaks and galvanic corrosion |
| Coatings | optional marine coating on brackets | coating damage during install | slows corrosion on mounting hardware |
In my projects near coastal terminals, the best results came from treating the phone as a small piece of marine equipment, not just an electrical device. That mindset reduces repeat replacements.
Once the phone survives the environment, the next pain point is integration. A safe phone that cannot talk to the plant system is still a problem.
Can devices integrate with IP PBX, PAGA, beacons, and ESD logic?
A phone that only “calls” is not enough on a modern skid. Operators need paging, alarms, and logic links. If integration is hard, people bypass it.
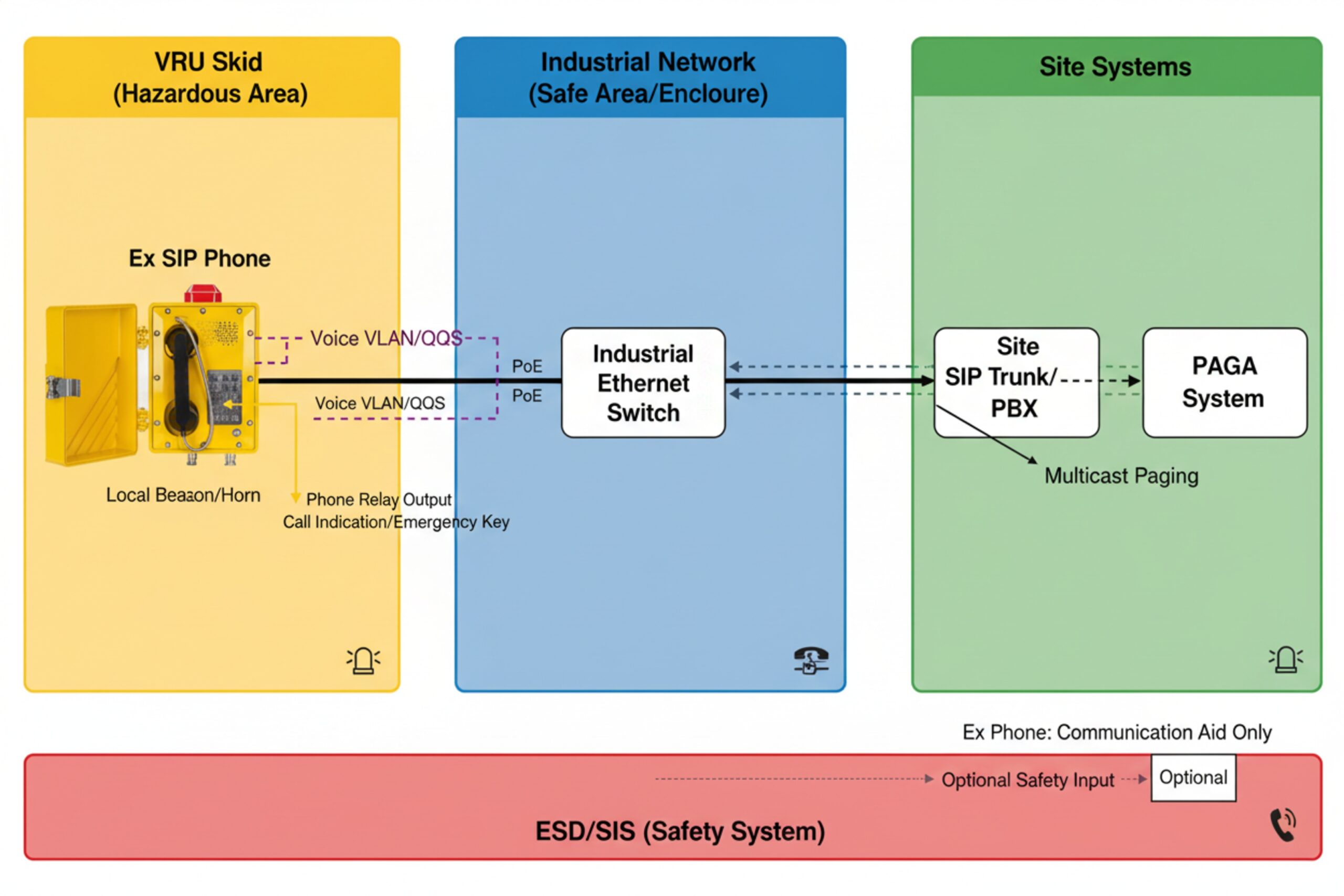
Yes—SIP phones can register to IP PBX, support paging for PAGA, and trigger beacons or ESD logic through relay I/O, SIP events, APIs, or PLC interfaces, if these interfaces are designed into the certified device.
IP PBX integration is the easy part
Most SIP telephones integrate with an IP PBX 8 using standard SIP registration plus RTP for audio. The items that matter in industrial plants are not fancy features. They are the boring ones:
-
redundant SIP server support (primary/secondary)
-
watchdog and auto-recover after power loss
-
QoS markings (DSCP) for voice
-
VLAN support to fit OT network design
-
loud, clear audio and noise handling if the skid is loud
If the site uses a softswitch, the same principle applies. The phone should stay standards-based so it can talk to mainstream PBX platforms.
PAGA and paging: SIP paging, multicast, or both
Plant paging systems vary. Some accept SIP paging calls directly. Some use multicast paging. Some use a gateway between SIP and analog amplifiers. A good industrial SIP phone can fit in all three if it supports:
-
auto-answer paging from trusted sources
-
multicast receive for broadcast audio
-
push-to-talk or hotline keys for dispatch
On a skid, a common pattern is: a help button triggers a call to the control room, while PAGA can page the skid phone speaker during an alarm. That needs clear rules so paging does not block emergency calls.
Beacons and horns: network trigger vs dry contact
Beacons are simple. The hard part is doing it inside the rules of the hazardous area certificate.
Two common methods:
1) Phone relay output drives an interposing relay outside the hazardous boundary, then that relay powers the beacon.
2) Networked beacon is triggered by the control system, and the phone only sends a SIP call or event.
If the phone offers a dry contact output, it can trigger a PLC input or a relay coil. Still, the wiring method must follow the approval concept. In a strict Zone 1 design, many teams keep high-power beacon circuits outside the hazardous boundary and only bring in low-energy control lines.
ESD logic: keep it deterministic and auditable
For ESD, the phone should not become the single point of safety. Still, it can be part of the logic as a command input or an alarm endpoint.
Common safe patterns:
-
the phone triggers a PLC 9 input through an approved contact interface
-
the PLC triggers a phone auto-dial or paging event
-
the dispatch system logs every alarm call and acknowledgement
A phone can be a good “human interface,” but the PLC should remain the safety authority.
Integration methods table
| Target system | Integration method that works well | Practical notes |
|—|—|—|
| IP PBX | SIP registration, hotline keys, ring groups | test failover and recovery after PoE drop |
| PAGA / paging | SIP paging, multicast paging, or gateway | confirm auto-answer rules and priority |
| Beacons / sounders | relay output to PLC/relay, or networked beacon | keep power circuits outside hazardous boundary when possible |
| ESD / SIS | PLC input from phone contact, and PLC-controlled callouts | avoid making the phone the safety “brain” |
| SCADA / NMS | SNMP, syslog, or HTTP API (if available) | keep security controls and logging in place |
With integration solved, the last topic is the one inspectors focus on: cable entry, seals, grounding, and temperature class.
What sealing fittings, grounding, and T-class ensure safe operations?
A fully certified phone can still be rejected if the glands are wrong, seals are missing, or bonding is weak. This is where commissioning schedules get hurt.
Safe operation comes from using Ex-certified cable glands or conduit seals that match the certificate, bonding the metalwork to the site earth, and selecting a T-class that stays below the vapor’s auto-ignition temperature under worst ambient conditions.

Cable entry: the certificate decides what “correct” means
Explosion-proof and flameproof enclosures depend on controlled joints and approved entry methods. A random gland can defeat the protection concept.
Good practice looks like this:
-
use Ex-certified glands listed for the device type, zone, and cable
-
seal unused entries with certified stopping plugs
-
follow torque values so seals compress correctly
-
keep threads clean, and use the right thread form (NPT vs metric) without forcing it
For Class/Division conduit systems, sealing fittings are often required near the enclosure boundary. This stops flame propagation and reduces vapor travel through conduit runs. For cable systems, “barrier glands” may be needed depending on cable type and the approval concept.
Grounding and bonding: make it boring and solid
A stainless housing still must be bonded. The goal is equipotential bonding so faults clear quickly and static does not build up.
A simple approach used on skids:
-
bond the phone to the skid bonding network with a dedicated conductor
-
bond cable tray and metallic conduit to the same network
-
avoid paint under bonding lugs unless the lug is designed for it
-
inspect bonding after maintenance because stainless hardware can loosen with vibration
Temperature class: pick the safe surface limit
T-class is not about ambient air temperature. It is about the maximum surface temperature the device can reach. The device marking must be below the auto-ignition temperature 10 of the gases present.
Many VOC vapors have high auto-ignition temperatures, but relying on that alone is risky because mixtures change. Also, high ambient and sun load can push surface temperature up. So many projects prefer T6 or T5 when practical, because it provides more margin.
Also check:
-
the ambient range on the certificate (for example, -20°C to +60°C)
-
whether the T-class changes at higher ambient
-
any “do not cover” warnings that could trap heat
A field checklist table that inspectors like
| Item | What “good” looks like | What commonly fails |
|—|—|—|
| Cable glands / conduit entry | certified and correctly sized, correct thread type | mixed threads, non-certified gland, loose compression |
| Sealing fittings (where required) | installed at the correct distance, filled correctly | missing seal, wrong compound, wrong location |
| Unused openings | certified stopping plugs | plastic plugs, tape, or “temporary” seals left in place |
| Bonding | clear bonding path to skid earth | paint under lugs, missing earth conductor |
| T-class | matches site gas and worst ambient | ignoring sun load or higher ambient limits |
| Maintenance | flamepath kept clean, no damage | scratches, corrosion, wrong fasteners |
On one coastal VRU project, the phone passed every paper check but failed early because the installer used a low-grade gland and the seal cracked under UV. After switching to a certified stainless gland with the right elastomer, the phone stopped being a maintenance item. Small details have big consequences in hazardous zones.
Conclusion
Explosion-proof SIP telephones fit VOC recovery zones when the Zone/Div marking, gas group, T-class, materials, and installation details all match the site classification and inspection rules.
Footnotes
-
Method of analyzing and classifying the environment where explosive gas atmospheres may occur. ↩
-
Area where an explosive atmosphere is likely to occur in normal operation. ↩
-
Protection technique for safe operation of electrical equipment in hazardous areas by limiting energy. ↩
-
Process of removing harmful vapors from crude oil or chemical storage tanks. ↩
-
Molybdenum-alloyed steel providing high resistance to pitting and crevice corrosion. ↩
-
Standards authority for corrosion control in the oil and gas industry. ↩
-
Fluoroelastomer material known for high chemical and heat resistance. ↩
-
Telephone system that switches calls between VoIP users on local lines. ↩
-
Industrial computer control system that continuously monitors input devices. ↩
-
The lowest temperature at which a substance spontaneously ignites. ↩








